(54) УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗББОВЫХ
1
Изобретение относится к автоматизации сборочных процессов в машиностроении и других отраслях техники, в частности к средствам автоматизации сборки резьбовых соединений.
Известно устройство для сборки резьбовых соединений.
Известно устройство для сборки резьбовых соединений, содержащее механизмы ориентации и загрузки собираемых деталей, механизм свинчивания, выполненный в виде приводов вращения и осевого перемещения одной из деталей, фиксирующего устройства для другой, и датчика управления 1.
Недостатком известного устройства является низкая производительность процесса сборки резьбовых соединений.
Цель изобретения - повышение производительности.
Цель достигается тем, что в устройстве для сборки резьбовых соединений привод осевого перемещения выполнен в виде двух опорных роликов и одного прижимного, причем один из опорных и прижимной ролики установлены на рычагах с возможностью поСОЕДИНЕНИЙ
ворота вокруг оси и прижимной ролик кинематически связан с приводом вращения.
Кроме того, цилиндрические поверхности роликов армированы упругим материалом.
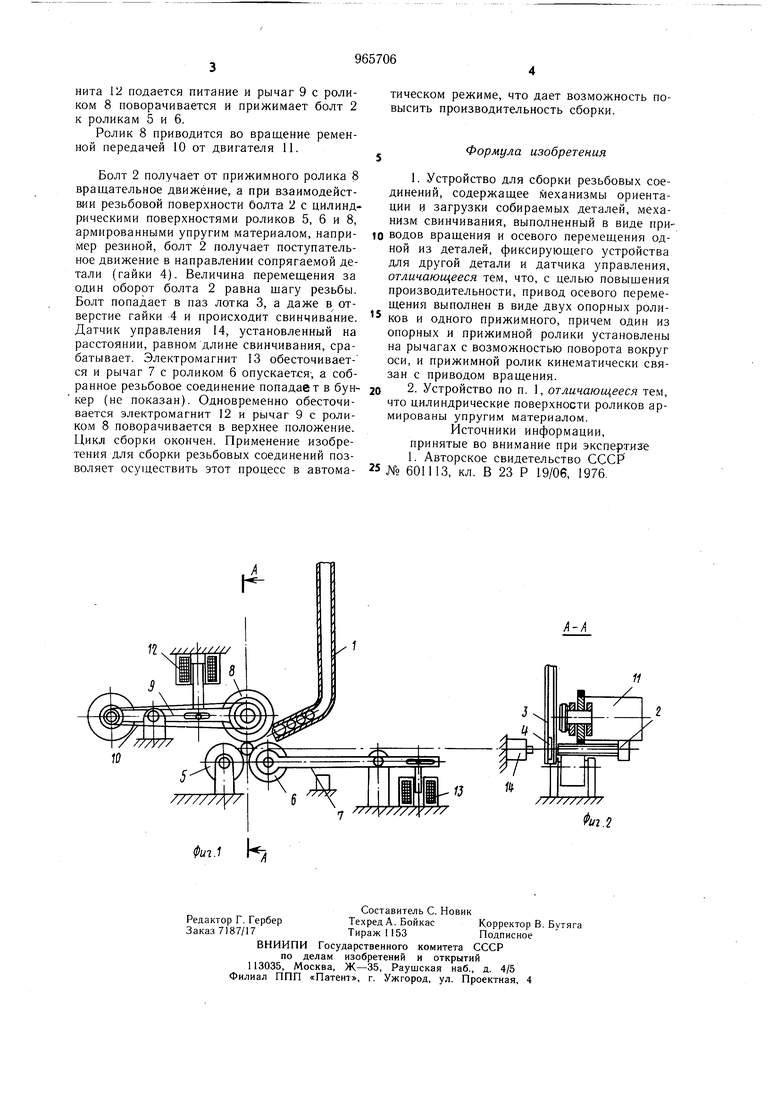
На фиг. 1 изображено устройство, общий 5 вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит лоток 1, подводящий болты 2, лоток 3, подводящий гайки 4, опорные ролики, один из которых - 5 установлен неподвижно, а другой - 6 на .рыJO чаге 7, установленном с возможностью качания, прижимной ролик 8, установленный на рычаге 9 с возможностью качания и соединенный ременной передачей 10 с электродвигателем 11. Качающиеся рычаги соединены с электромагнитами 12 и 13. Для отключения. 5 устройства по окончании сборки установлен датчик .управления 14.
Устройство работает следующим образом.
Перед подачей деталей на рабочую пози20 Цию ролик 6 находится в верхнем положении (электромагнит 13 запитан), ролик 8 также находится в верхнем положении (электромагнит 12 обесточен). Болт 2 из лотка 1 падает на ролики. На обмотку электромагнита 12 подается питание и рычаг 9 с роликом 8 поворачивается и прижимает болт 2 к роликам 5 и 6. Ролик 8 приводится во вращение ременной передачей 10 от двигателя 11. Болт 2 получает от прижимного ролика 8 вращательное движение, а при взаимодействии резьбовой поверхности болта 2 с цилиндрическими поверхностями роликов 5, 6 и 8, армированными упругим материалом, наприМер резиной, болт 2 получает поступательное движение в направлении сопрягаемой детали (гайки 4). Величина перемещения за один оборот болта 2 равна шагу резьбы. Болт попадает в паз лотка 3, а даже в отверстие гайки 4 и происходит свинчивание. Датчик управления 14, установленный на расстоянии, равном длине свинчивания, срабатывает. Электромагнит 13 обесточивается и рычаг 7 с роликом 6 опускает.ся-, а собранное резьбовое соединение попадает в бункер (не показан). Одновременно обесточивается электромагнит 12 и рычаг 9 с роликом 8 поворачивается в верхнее положение. Цикл сборки окончен. Применение изобретения для сборки резьбовых соединений позволяет осуществить этот процесс в автоматическом режиме, что дает возможность повысить производительность сборки. Формула изобретения 1.Устройство для сборки резьбовых соединений, содержащее механизмы ориентации и загрузки собираемых деталей, механизм свинчивания, выполненный в виде приводов вращения и осевого перемещения одной из деталей, фиксирующего устройства для другой детали и датчика управления, отличающееся тем, что, с целью повыщения производительности, привод осевого перемещения выполнен в виде двух опорных роликов и одного прижимного, причем один из опорных и прижимной ролики установлены на рычагах с воз.можностью поворота вокруг оси, и прижимной ролик кинематически связан с приводом вращения. 2.Устройство по п. 1, отличающееся тем, что цилиндрические поверхности роликов армированы упругим материалом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 601113, кл. В 23 Р 19/06, 1976.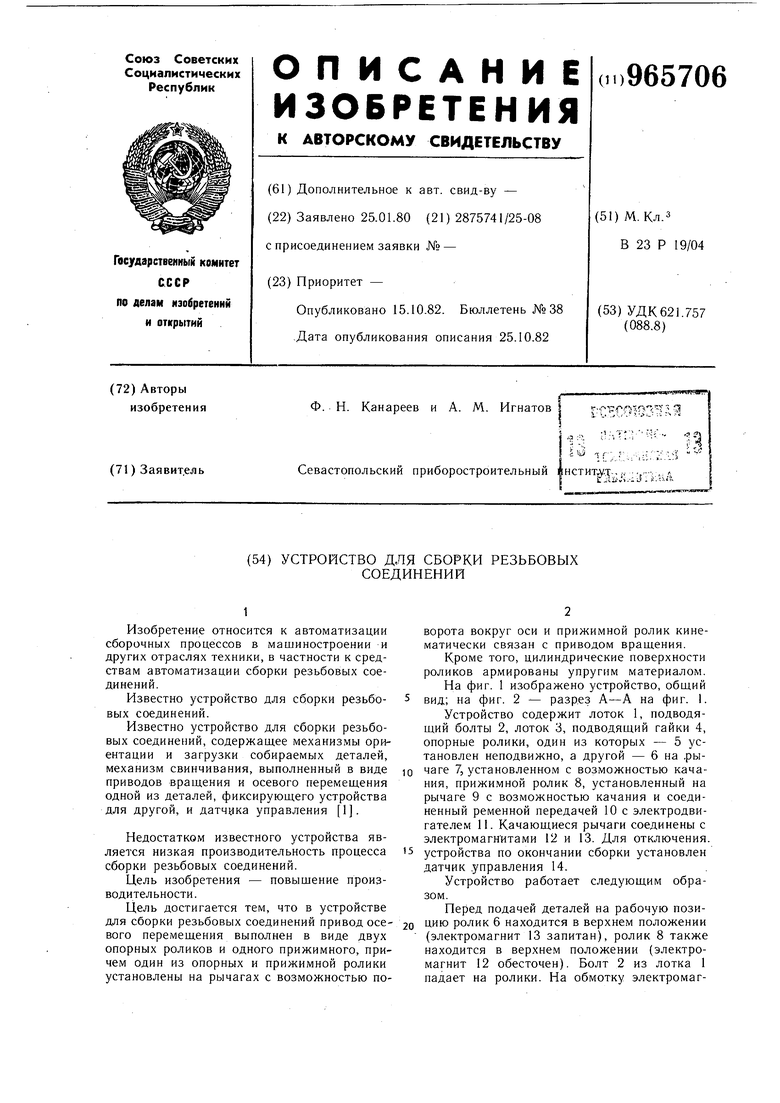
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки резьбовых соединений | 1980 |
|
SU917995A1 |
| Устройство для автоматической сборки деталей | 1972 |
|
SU441130A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1998 |
|
RU2149092C1 |
| Привод регулирующего органаядЕРНОгО PEAKTOPA | 1976 |
|
SU813510A1 |
| Автоматический гайковерт | 1973 |
|
SU475251A1 |
| Устройство для навинчивания гаек на болты (винты) | 1979 |
|
SU770724A1 |
| Упругая муфта и способ ее сборки | 1991 |
|
SU1796787A1 |
| Устройство для сборки резьбовых соединений | 1981 |
|
SU965708A1 |
| Станок для сборки узлов | 1979 |
|
SU941158A1 |
