(54) -УСТРОЙСТВО ДЛЯ ABrOMAIOTBCKOH СБОРКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1998 |
|
RU2149092C1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| Автомат для сборки винтов с гайками | 1991 |
|
SU1816624A1 |
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| Устройство для сборки большепроходных задвижек | 1987 |
|
SU1537439A1 |
| Винтозавертывающая машина | 1973 |
|
SU478706A1 |
| Устройство для сборки деталей | 1976 |
|
SU607696A2 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
1
Иаобретение касается технологической оснастки сборочних операций машиностроения, приборостроения и других отраслей техники.
Известны устройства для сбор ни деталей типа винт-гайка, снаб женные сборочной головкой с приводоы, подающими лотками и сборочныь приспособлением.
Целью изобретения является повышение производительности процесса сборки и обеспечение разбраковки собранных комплектов.
Это достигается тек, что соорочное приспособление выполнено в виде расположенных на конце лотка подачи гаек шибера с упором для поджатия гайки к базовым поверхностям лотка и отверстием для приема винта, и поворотной задвиж ки, связанной с шибером и расположенной под лотком в месте сборки комплекта деталей, причем привод шибера-кинематически связан с приводом сборочной головки.
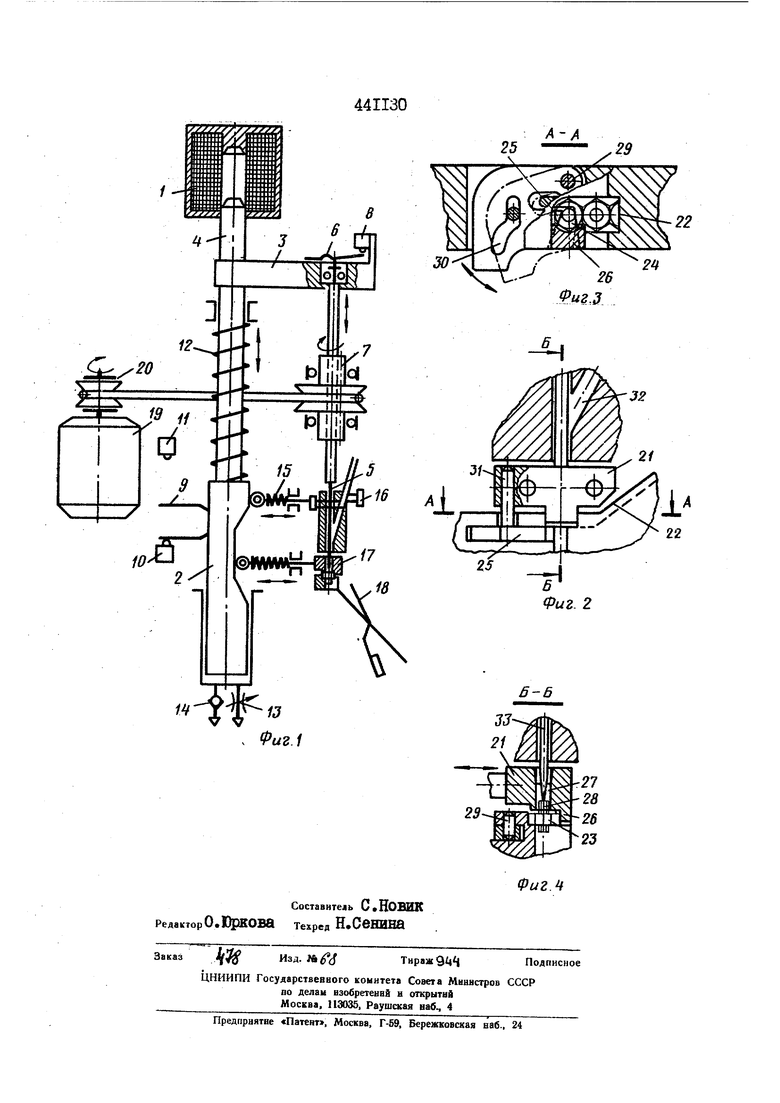
На фиг.1 представлено предлагаемое устройство; на фиг,2 сборочное приспособление, разрез: на Фиг.З - разрез по А-А на фиг.2; на фиг.4 разрез по Б-Б на фиг.2.
5 Устройство содержит электромагнит I, кулачковую штангу 2, жестко соединенную с рычагом 3 и якорем 4 электромагнита, а также сборочную головку, выполненную в виде шпинделя с отверткой 5.
Шпиндель с отверткой соединен с рычагом 3 и, следовательно, с кулачковой штангой 2 соединен нежестко и подпружинен пружиной б, а со шкивом 7 соединен подвижно без
5 вращения. Над пружиной 6 установлен датчик контроля свинчиваемости 8. К кулачковой: штанге прикреплена пружина 9, которая периодически нажимает на конечные выключа0тели 10 и II. Пружина 12 сжатия обеспечивает ход сборочной голов- ки вниз. Устройство снабжено регулируемым воздушным демпфером, выполненным в виде плунжерного цилиндра с регулируемым дросселем 13 и обратным клапаном 14. Кулачновая шщанга 2 через толкатели 15 с роликами приводит в движение отсекатель винтов 16 и элементы сборочного приспособления 17, под которым расположена управляемая заслонка 18. На валу электродвигателя 19 смонтирована со шки|Вом 20 предохранительная муфта, Сборочное приспосооление включает шибер 21 и лоток 22 подачи гаек 23. Лоток у места сбор ки имеет прорезь 24. которая закрывается задвижкой 25. Шибер 21 имеет выступ 26 для поджатия гайки к базовым поверхностям лотка и отверстие 27 для подачи винтов 28 и сброса собранного комплекта. Задвижка смонтирована на оси 29 и имеет фигурный паз 30, по которому перемещается штифт 31, запрессованный в шибер. Над шибером находится корпус механизма подачи винтов с лотком 32. В этом корпусе вьиюлнен канал для прохода отвертки 33. Шпиндель с отверткой 5 получает вращение при помощи ременной передачи от электродвигателя 19, на валу которого находится шкив 20 с предохранительной муфтой. Осевую подачу шпиндель с отверткой получа ет при воздействии пружины 12 и . демпфера на кулачковую штангу 2 .Величина подачи шпинделя регулируется дросселем 13 демпфераi При достижении шпинделем нижнего по- .локения пружина 9 нажимает на конечный выключатель 10, который включает электромагнит I, Якорь 4, втягиваясь в электромагнит, за сче обратного клапана 14 быстро поднимает шпиндель. В верхнем положении срабатывает конечный выключатель IT, который отключает электромагнит. При затруднении свинчивания о вертка прекращает вращаться и перемещаться в осевом направлении, а предохранительная муфта при этом проскальзывает. Кулачковая штанга с рычагом 3 продолжает опускаться, а шпиндель через пружину б нажимает на датчик контроля свинчиваемости 8, который дает команду на подъем заслонки 18 и включение электромагнита I. При подъеме шпин деля из сборочного приспособления выбрасывается деталь некомплектного узла и попадает в ячейку брака. При подъеме шпинделя в верхнее пол жение конечный выключатель II дает команду на опускание заслонки 18 и отключение электромагнита. Отсекетель винтов 16 и сборочное приСпособление 17 работают от кулачков штанги 2, которые воздействуют на их толкатели 15 соответственно. олкатель 15 сборочного приспособления соединенна шибером 21. При подъеме отвертки 33 шибер отверстием 27 за выступающую над гайкой 23 частьвинта 28 сбрасывает о лотка собранный узел. Выступающая под гайкой часть винта свобод но ПРОХОДИТ -;Пр-прорези 24 лотка 22. Шибер штифтом 31, входящим в его фигурный паз 30, поворачивает задвижку 25 вокруг оси 29, которая iприкрывая прорезь 24, предохраняет :0т попадания на нее гайки. Гайки 23 свободно скользят по лотку до упора, при этом первая гайка ложится на край задвижки. Винты подаются по лотку 32 поштучно и проходят в канал под отвертку. Шибер занимает исходное положение, и отвертка опускается вниз. При этом шибер штифтом отводит задвижку и прижимает очередную гайку к стенке лотка. Бинт в это время западает в отверстие шибера и ориентируется относительно гайки. Вращающаяся отвертка, опускаясь вниз, заворачивает винт в гайку на нужную величину, а затем поднимается вверх. На этом цикл сборки заканчивается. Перемещение шибера для сброса собранного комплекта с лотка в ячейку годных узлов или брака осуществляется после вывода отБзртки из отверстия шибера. ПРЕДМЕТ ИЗОБРЕТЕНИЯ 1.Устройство для автоматической сборки деталей типа винт-гайка, снабженное сборочной головкой о приводом, подающими лотками и сборочным приспособлением, отличающееся тем, «то, с целью повышения производительности процесса сборки и обеспечения разбраковки собранных комплектов, сборочное приспособление выполнено в виде расположенных на конце лотка подачи гаек шибера с упором для поджатия гайки к базовым поверхностны лотка и отверстием для приеьаа винта, и поворотной задвижки, связанной с шибером и расположенной под лотком в месте сборки комплекта деталей. 2.Устройство по П.1, о т личающееся тем, что привод шибера кинематически связан с приводом сборочной головки.
