(54) СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА РАБОТЫ
1
Изобретение относится к машиностроению и может быть использовано для отделочно-упрочняющей обработки различных классов деталей, совмещенной с шлифованием, точением и др., а также выполняемой самостоятельно.
Известен способ регулирования режима работы виброголовки, заключающийся в автоматическом установлении величины рабочих, параметров индентора в зависимости от величины рабочих параметров обрабатываемой детали Г.
Недостатком способа является то, что он не обеспечивает автоматического регулирования таких рабочих параметров виброголовки как усилие прижатия, амплитуда и частота колебаний и подача иидентора.
Цель изобретения - повышение качест ва обработки.
Поставленная цель достигается тем, что измеряют частоту вращения детали, диаметр ее и величину упругой волны деформации поверхности детали, движущейся перед ННдентором и устанавливают соответственно величину подачинндентора в зависимости от частоты вращения детали, частоту его колеВИБРОГОЛОВКИ
баний в зависимости от величины диаметра детали, а усилие прижатия и амплитуду в зависимости от величины упругой волны деформации детали.
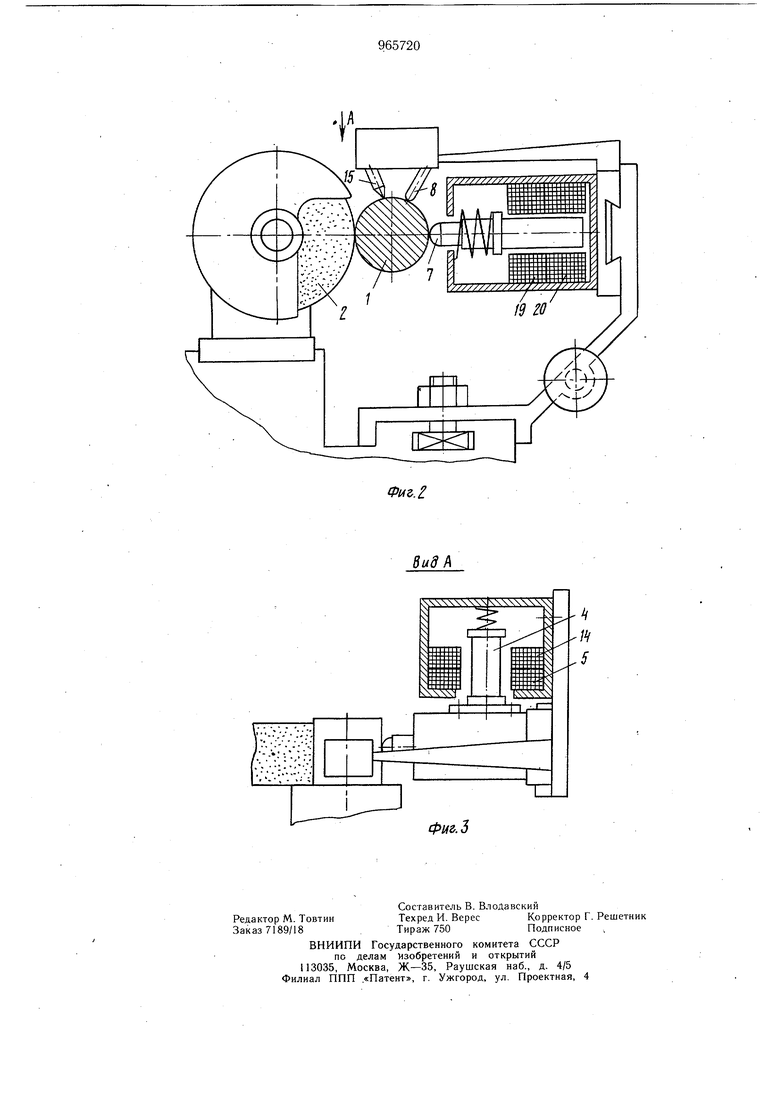
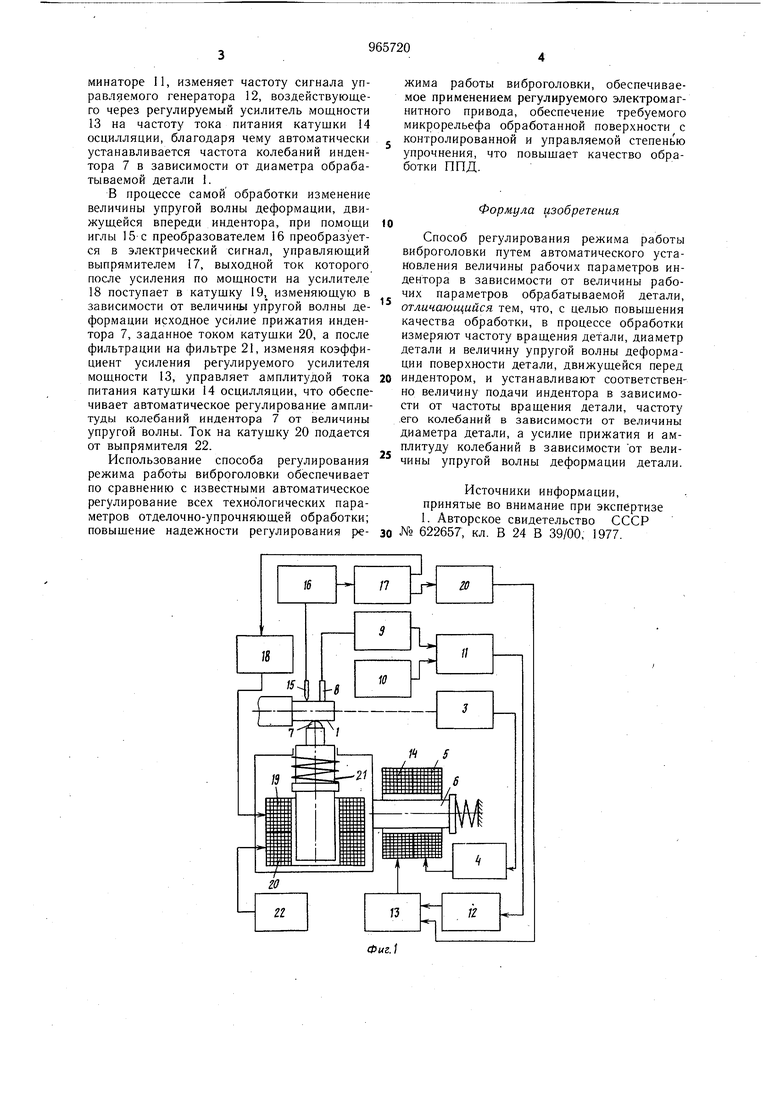
На фиг. 1 изображена функциональная 5 с.хе.ма регулирования режима работы виброголовки; на фиг. 2 - устройство, реализующее способ регулирования; на фиг. 3 - вид А на фиг. 2.
10 Обрабатываемая деталь 1 щлифуется абразивным кругом 2 (фиг. 2). В зависимости от частоты вращения детали 1 (фиг. 1) вырабатывается, при помощи связанного со шпинделем тахогенератора 3, управляющий сигнал, который определяет скорость
15 нарастания тока источника линейно нарастающего тока 4, питающего катушку 5 электромагнитного привода подачи идентора, перемещение сердечника 6 которого и определяет величину подачи индентора 7 в
20 зависимости от частоты вращения детали 1. Диаметр шлифуемой детали 1 контролируется щупом 8 с преобразователем 9 ((|)иг. 1), выходной сигнал которого, сравниваясь с сигналом задающего устройства 10 в дискриминаторе 11, изменяет частоту сигнала управляемого генератора 12, воздействующего через регулируемый усилитель мощности 13 на частоту тока питания катушки 14 осцилляции, благодаря чему автоматически устанавливается частота колебаний индентора 7 в зависимости от диаметра обрабатываемой детали 1.
В процессе самой обработки изменение величины упругой волны деформации, движущейся впереди индентора, при помощи иглы 15с преобразователем 16 преобразуется в электрический сигнал, управляющий выпрямителем 17, выходной ток которого после усиления по мощности на усилителе 18 поступает в катушку 19, изменяющую в зависимости от величины упругой волны деформации исходное усилие прижатия индентора 7, заданное током катушки 20, а после фильтрации на фильтре 21, изменяя коэффициент усиления регулируемого усилителя мощности 13, управляет амплитудой тока питания катушки 14 осцилляции, что обеспечивает автоматическое регулирование амплитуды колебаний индентора 7 от величины упругой волны. Ток на катушку 20 подается от выпрямителя 22.
Использование способа регулирования режима работы виброголовки обеспечивает по сравнению с известными автоматическое регулирование всех технологических параметров отделочно-упрочняющей обработки; повышение надежности регулирования режима работы виброголовки, обеспечиваемое применением регулируемого электромагнитного привода, обеспечение требуемого микрорельефа обработанной поверхности с контролированной и управляемой степенью упрочнения, что повышает качество обработки ППД.
Формула изобретения
Способ регулирования режима работы виброголовки путем автоматического установления величины рабочих параметров индентора в зависимости от величины рабочих параметров обр.абатываемой детали, отличающийся тем, что, с целью повышения качества обработки, в процессе обработки измеряют частоту вращения детали, диаметр детали и величину упругой волны деформации поверхности детали, движущейся перед индентором, и устанавливают соответственно величину подачи индентора в зависимости от частоты вращения детали, частоту его колебаний в зависимости от величины диаметра детали, а усилие прижатия и амплитуду колебаний в зависимости от величины упругой волны деформации детали.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 30 № 622657, кл. В 24 В 39/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделочно-упрочняющей обработки резьб | 1982 |
|
SU1065167A1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛА | 1991 |
|
RU2030364C1 |
| АКУСТИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ОБРАЗЦА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2044298C1 |
| Способ регулирования режима работы виброголовки | 1977 |
|
SU622657A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023537C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ УСТРОЙСТВОМ С ПРУЖИННЫМ ВИБРАТОРОМ | 2006 |
|
RU2317884C1 |
| Поверхность трения | 1987 |
|
SU1505800A1 |
| Способ образования регулярного микрорельефа | 1984 |
|
SU1232491A1 |