(5) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1126445A2 |
| Форма для изготовления железобетонных изделий | 1981 |
|
SU965780A2 |
| Форма для изготовления изделий из бетонных смесей | 1981 |
|
SU952602A1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1098796A1 |
| Форма для изготовления железобетонных изделий | 1979 |
|
SU856808A1 |
| Форма для изготовления железобетонных изделий | 1983 |
|
SU1136944A2 |
| Форма для изготовления строительных изделий | 1981 |
|
SU952601A2 |
| Форма-вагонетка для изготовления железобетонных изделий | 1990 |
|
SU1740167A1 |
| Устройство для формования объемных элементов | 1971 |
|
SU439393A1 |
| Устройство для изготовления предварительно напряженных железобетонных изделий | 1983 |
|
SU1135885A1 |
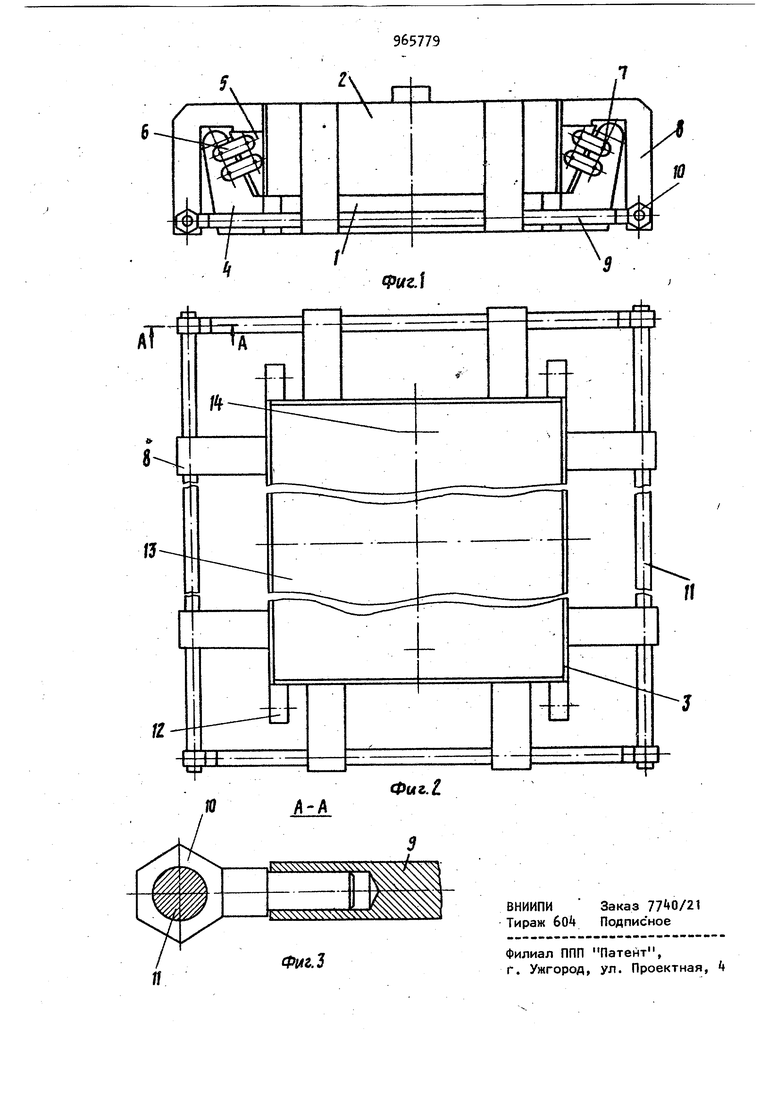
Форма для изготовления железобетонных изделий работает следующим образом.
Перед началом работы форму устанавливают на виброплощадке (не показана) и фиксируют раздвижные формующие борта 2 и 3 через промежуточные кронштейны-фиксаторы 8 посредством тяг 9 и 10 стационарными струбцинами, расположенными на виброплощадке, и, включив последнюю, заполняют форму бетонной смесью и уплотняют изделие. После уплотнен 1я фррму с отформованным изделием 13 за проушины 12 снимают и направляют на термовлажностную обработку. Затем на участке распалубки отформованное изделие 13 за скобы Т извлекают из формы. При этом один из бортов 2, или 3 поднимаясь с перекосом, начинает через кронштейны-фиксаторы 8, тяги 9 и 10 поднимать следующие тяги 9 и 10, перемещая тем самым соседние борта формы и разворачивая их за счет зазоров в шарнирных рычагах 6, относительно торцов формуемого изделия 13. Происходит плавный отрыв бортов от формуемого изделия. Подобным же образом происходит следующий последовательный отрыв оставшихся бортов от формуемого изделия. После извлечения изделия из формы борта 2 и 3 с тягами 9 и 10 под действием собственного веса возвращаются в исходное положение.
Внедрение формы на предприятиях по производству железобетонных изделий дает значительный экономический эффект путем сокращения брака формуемых изделий. Наличие тяг позволяет применять форму на виброплощадках с разным расположением фиксирующих, форму элементов.
Формула изобретения
Форма для изготовления железобетонных изделий по авт. св. № 856807, о тличающаяся тем, что, с целью
расширения диапазона применения формы и повышения качества изделий, она снабжена горизонтальной рамкой из подвижно соединенных продольных и поперечных с проушинами жестких тяг, причем
кронштейны-фиксаторы каждого из бортов закреплены на одной из тяг, а проушины поперечных тяг охватывают концы продольных тяг.
Источники информации, принятые во внимание при экспертизе
