изобретение относится к производству строительн,ых материалов, в частности к тепловлажнрстной обработке железобетонных изделий.
Известно устройстводля тепловлажностной обработки железобетонных изделий, содержащее регулятор температуры с программным эадатчикомj датчик температуры, смонтированный в камере и регулирующий орган с исполнительным механизмом, установленный на паропроводе в камеру.1Т.
В этом устройстве обработка изделий- ведется по заранее заданной жесткой временной програквте, которая не обеспечивает оптимгшьность времени обработки.
Наиболее близким к предлагаемому по технической сущности t является устройство для т«1ловлажностной обработки изделий.в камере, содержащее регулятор теглпературы, один из входов которого подключен к датчику температуры, другой вход которого соединен с выходом задатчика температуры, а один из выходов регулятора температуры подключен к исполнительному механизму подачи пара, систему удаления конденсата с вентилем, систему уплотнения камеры с измерителем давления и систему вентиляции с задвижками, приводы которялх подключены- к другому выходу регулятора температуры 2.
Недостатком известного устройства является то, что оно не обеспечивает минимальное время обработки изделий, которое возможно при создании в камере изменяющегося избыточ10ного давления. Кроме того, не обеспечивает возможность повьшения качества обработки за счет уплотнения поверхностного слоя изделий.
Целью изобретения :является повы15шение качества изделий.
Эта цель достигается тем, что устройство для тепловлажностной обработки изделий в камере, содержащее регулятор температуры, один из входов
20 которого подключен к датчику темпера , другой вход которого соединен с выходом задатчика температуры, а один из выходов регулятора тe meратуры подключен к исполнительному
25 механизму подачи пара, систему управления конденсата с вентилем, систему уплотнения камеры с измерителем давления и систему вентиляции с задвижками, приводы которых подключены
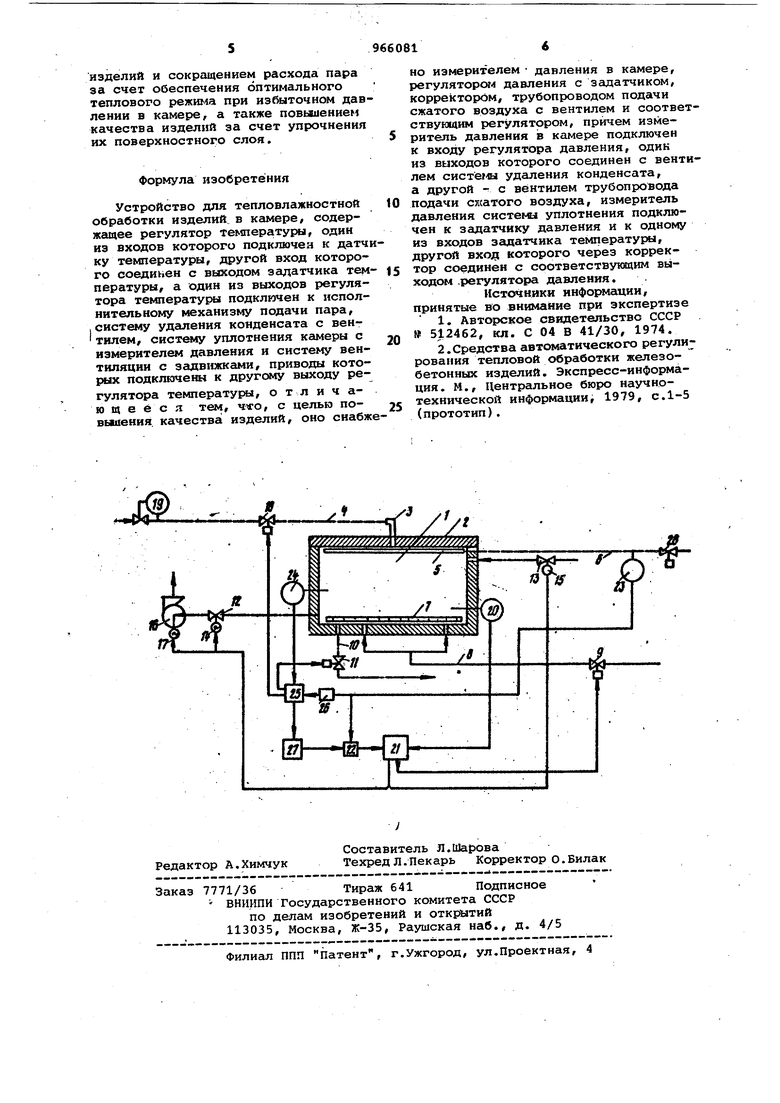
30 к другому выходу I регулятора температуры, снабжено измерителем давления в камере, регулятором давления с задатчиком, корректором, трубопроводом подачи сжатого воздуха с вентилем и соответствующим регулятором, причем измеритель давления в камере подключен к входу регулятора давления, один из выходов которого соединен с вентилем системы удаления конденсата, а другой - с вентилем трубопровода подачи сжатого воздуха, . измеритель давления системы-уплотнения подключен к задатчику давления и к одному из входов задатчика температуры, другой вход которого через корректор соединен с соответствующим выходом регулятора давления. На чертеже показана схема устройства для тепловлажностной обработки железобетонных изделий в камере. Камера 1 имеет откидную крышку 2 с гибким вводом 3 трубопровода .4 сжатого воздуха, приспособление 5 для герметизации камеры 1, соединенное с трубопроводом б сжатого воздуха, коллектор 7, подключенный к паро проводу 8, на котором смонтирован ис полнительный механизм 9 и конденсато отводчик 10 с дистанционно управляе.мым вентилем 11, задвижки 12 и 13 с. приводами 14 и 15: вентилятор .16 с при водом 17. -На трубопроводе 4 :;монтирован вен тиль 18 и регулятор 19. В камере 1 смонтирован датчик 20 теютературы, кроме того, устройство имеет регулятор 21 температуры, программный задатчик 22, измеритель 23 давления, измеритель 24 давления, регулятор 25 давления, программный задатчик 26, корректор 27, вентиль 2 г Устройство работает -следующим образом. После загрузки камеры 1 изделиями закрывается крышка 2 и запирается автоматическими замками не показаны открывается вентиль 28 и в приспособ ление 5 i выполненное , наприглер, в виде резинового полого профиля) пода ется сжатый воздух, чем достигается герметизация камеры 1. Измеритель 23 давления при наличии давления в приспособлении 5 подает разрешающий сигнал на задатчики 22 и 26. Затем вручную запускается програм мный задатчик 26, с помощью которого вещается .необходимый график подъема И поддержания избыточного давления в камере 1, например, плавный подъем давления от О до 0,02-0,03 МПа в течение 0,5-1 ч, исключающий нежелательное ударное воздействие давления на изделия. Сигнал задатчика 26 поступает на вход регулятора 25, который сравнивает его с сигналом измерителя 24 давления, например, манометра электрического дистанционного типа МЭД. Если сигнал задатчика 26 повышает значение сигнала измерителя 24 давления, регулятор 25 выдает команду на вентиль 18, который сообщает камеру 1 с источником сжатого воздуха,при этом регулятор 19 исключает повышение давления в камере 1 сверх допустимого. При достиже,нии давлением в )e 1 значения, при котором должна производиться тёпловлажностная-обработка (0,02-0,03 МПа), регулятор 25 через корректор 27 дает команду,на включение программного задатчика 22 температуры, который начинает отрабатывать программу поддержания температуры в камере 1, сравнивая . , сигнал задатчика 22 с сигналом датчика 20 температуры, например, электри- ческого термометра сопротивления и, воздействуя на исполнительный механизм 9 подачи пара в камеру 1 через коллектор 7, связанный с паропроводом 8, на котором установлен исполнительный механизм 9. Если при обработке команды на повышение температуры в камере 1, в последней, в результате поступления пара давление возрастает сверх запро граммированного задатчиком 26, регулятор 25 давления воздействует на вентиль 11, который открывается и давление сбрасывается. В случае возможного при этом понижения давления ниже заданного значения, на время, большее, чем задано на корректоре 27, последний .останавливает временную программу обработки, воздействуя на задатчик 22 до тех пор, пока давление в камере 1 не установится с помощью регулятора 25 в пределах значения, задаваемого задатчиком 26. После выдер)хки изделий при заданных температуре и давлении в камере 1 в течение времени согласно программы, установленной на задатчике 22, последний выдает об этом команду на задатчик 26, который через регулятор 25 открывает вентиль 11, в результате чего давление в камере 1 сбрасывается до О. Затем задатчиком 22 отрабатывается временная пpoгpa /lмa вьвдержки изделий в камере 1 без подачи в нее пара, по окончании которой регулятор 21 сначала открывает задвижку 14 и запускает вентилятор 16, а по прошествии некоторого времени открывает и задвижку 13 и происходит проветривание камеры 1. На этом цикл тепловла хностной обработки изделий заканчивается. Технико-экономическая эффективность предлагаемого устройства обусловлена сокращением цикла обработки
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термовлажностной обработки железобетонных изделий | 1980 |
|
SU1004322A1 |
| Устройство для регулирования тепловлажностной обработки железобетонных изделий | 1982 |
|
SU1031958A1 |
| Устройство для термообработки силикатобетонных изделий | 1975 |
|
SU532390A1 |
| Устройство для тепловой обработки железобетонных изделий | 1983 |
|
SU1102792A1 |
| Способ управления процессом сушки угля в паровой трубчатой сушилке и устройство для его осуществления | 1990 |
|
SU1762090A1 |
| Устройство управления отопительным агрегатом | 1980 |
|
SU939873A1 |
| Камера для тепловлажностной обработки бетонных и железобетонных изделий | 1988 |
|
SU1614915A1 |
| Устройство для регулирования температуры | 1984 |
|
SU1188713A1 |
| Устройство для программного регулирования термообработки в автоклаве | 1986 |
|
SU1401446A2 |
| Устройство для приготовления и подачи воды в бетоносмесительный узел | 1982 |
|
SU1033340A1 |
