(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С УДЛИНЁННОЙ
ОСЬЮ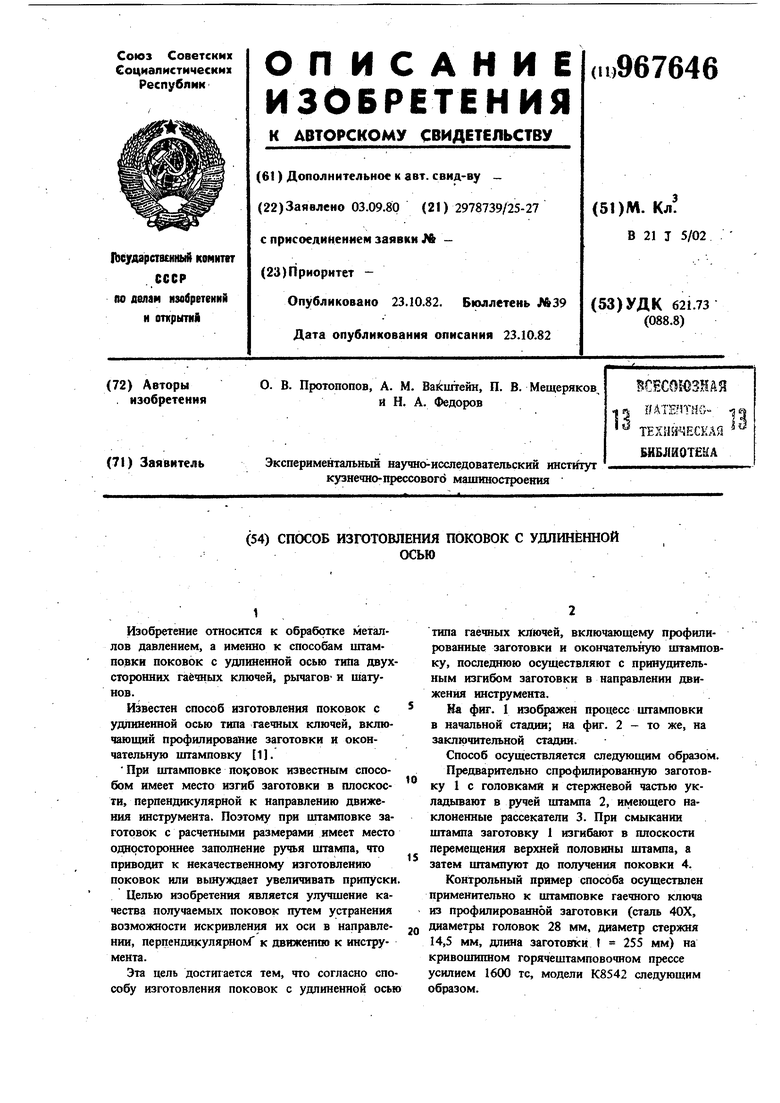
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2781825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ УДЛИНЕННОЙ ФОРМЫ | 2005 |
|
RU2305610C2 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2784309C1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2784307C1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2781826C1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Кривошипный горизонтальный пресс для горячей штамповки | 1973 |
|
SU496931A1 |
| Способ штамповки гаечных ключей | 2023 |
|
RU2827963C1 |
| Способ изготовления штампованных поковок типа крестовины | 1987 |
|
SU1473897A1 |
, . ,1 ,
Изобретение относится к обработке металлов давлением, а именно к способам штамповки поковок с удпинеиной осью типа двухсторонних гаечных ключей, рычагов- и шатунов.
Известен способ изготовления поковок с удлиненной осью типа гаечных ключей, включающий профилирование заготовки и окончательную штамповку 1.
При штамповке по1(овок известным способом имеет место изгиб заготовки в плоскости, перпендикулярной к направлению движения инструмента. Поэтому при штамповке заготовок с расчетными размерами имеет место одностороннее заполнение ручья штампа, что приводит к некачественному изготовлению поковок или вьшуждает увеличивать припуски.
Целью изобретения является улучшение качества получаемых поковок путем устранения возможности искривления их оси в направлении, перпендикулярном к движешпо к инструмента.
Эта цель достигается тем, что согласно способу изготовления поковок с удлиненной осью
типа гаечных ключей, включающему профилированные заготовки и окончательную штамповку, последнюю осуществляют с принудительным изгибом заготовки в направлении движения инструмента.
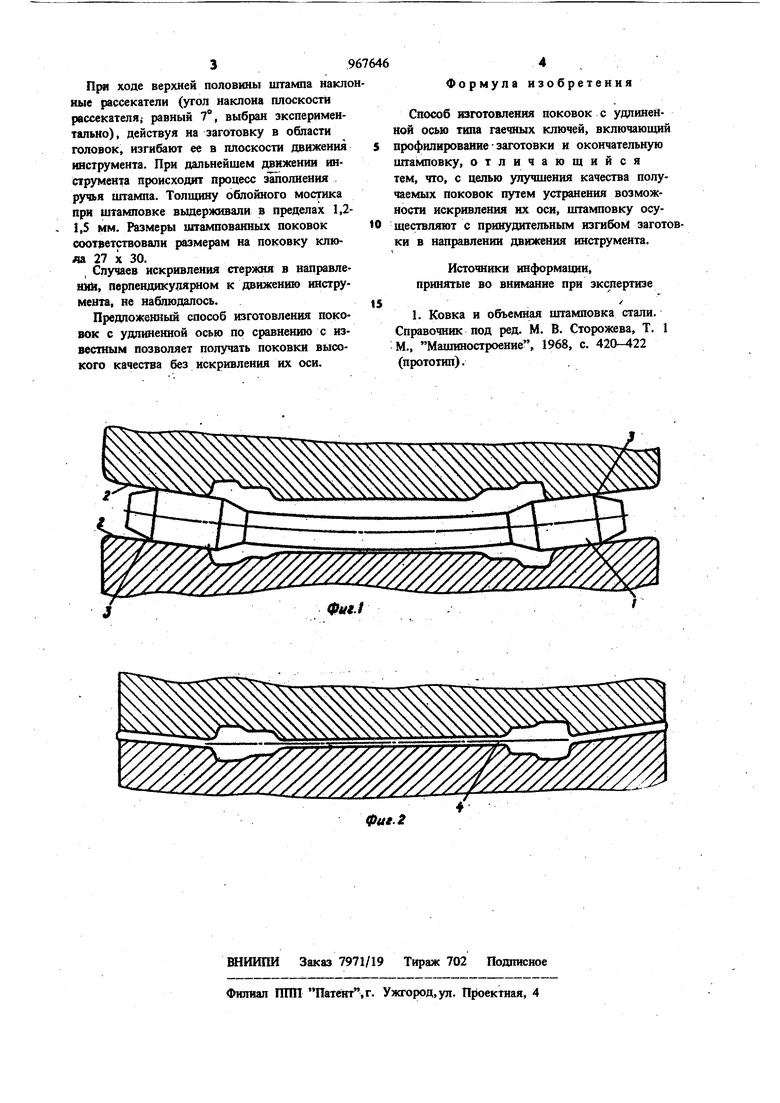
На фиг. 1 изображен процесс штамповки в начальной стадии; на фиг. 2 - то же, на заключительной стадии.
Способ осуществляется следующим образом.
Предварительно спрофилированную заготов10ку 1 с головками и стержневой частью укладывают в ручей штампа 2, имеющего наклоненные рассекатели 3. При смыкании штампа заготовку 1 изгибают в плоскости перемещения верхней половины штампа, а
15 затем штампуют до получения поковки 4.
Контрольный пример способа осуществлен применительно к штамповке гаечного ключа из профилированной заготовки (сталь 40Х, диаметры головок 28 мм, диаметр стержня
20 14,5 мм, длина заготовки I 255 мм) на кривоашпном горячештамповочном прессе усилием 1600 тс, модели К8542 следующим образом.
При ходе верхней половины штампа наклоные рассекатели (угол наклона плоскости рассекателя j равный 7°, выбран экспериментально), действуя на заготовку в области головок, изгибают ее в плоскости движения инструмента. При дальнейшем движении инструмента происходит процесс зшолнения . ручья штампа. Толщину облойного мосриса при штамповке выдерживали в пределах 1,21,5 мм. Размеры штампованных поковок соответствовали размерам на поковку клюла 27 X 30.
Случаев искривления стержня в направлеHHta, перпендикулярном к движению инструмента, не наблюдалось.
Предложенный способ изготовления поковок с удлиненной осью по сравнению с известным позволяет получать поковки высокого качества без искривления их оси.
Формула изобретения
Способ изготовления поковок с удлиненной осью типа гаечных ключей, включающий профилирование заготовки и окончательную штамповку, отличающийся тем, что, с целью улучшения качества получаемых поковок путем устранения возможности искривления их оси, штамповку осуществляют с принудительньш изгибом заготоки в направлении движения инструмента.
Источники информации, принятые во внимание при экспертизе
/
