Изобретение относится к литейному производству, а именно к литниковым системам.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является устройство для модифицирования металла, состоящее из приемной чаши, подводящего канала, литниковой чаши и стояка. Тангенциальный подвод металла к воронке создает центральный вихрь, в который поступает модифицирующий материалГП.
Недостатком данного устройства является то, что при тангенциальном подводе металла металлостатический напор уменьшается и время заполнения формы возрастает. Вследствие этого увеличивается загрязненность металла окисными включениями и металлические свойства металла снижаются. Недостатком также является большая загрязненность металла газами и неметалли- i . ческими включениями из-за всасывания воздуха и шлака внутрь образующегося вихря.
Цель изобретения - повышение качества металла з.а счет снижения содержания растворенных газов и неметаллических включений.
Поставленная цель достигается тем, что литниковая система для обработки расплава реагентами, состоящая из приемной чаши, подводящего канала, литниковой чаши и стояка снабжена выступом на боковой стенке литниковой чаши у верхней ее кромки на угловом расстоянии ЗЗО-ЗбО от места подвода расплава по направлению его
10 движения высотой, равной О,2-0,3.высоты чаши, и шириной, равной 0,15 0,25 ее диаметра..
Наличие выступа .на боковой стенке литниковой чаши деформирует вихрь
15 истечения таким .образом, что он оказывается целиком локализованным в воронке. В результате живое сечение потока расплава в стоякене уменьшается и скорость заполнения емкости
20 увеличивается. Вихрь истечения становится замкнутым и через него не происходит всасывания воздуха и неметаллических включений- Вследствие этого содерзка11йе в расплаве растворенных
25 газов и неметаллических включений
.уменьшается. Увеличение высоты ваступа свыше 0,3 высоты чаши или ширины выступа свыше 0,25 диаметра чааш снижает интенсивность вращения
50
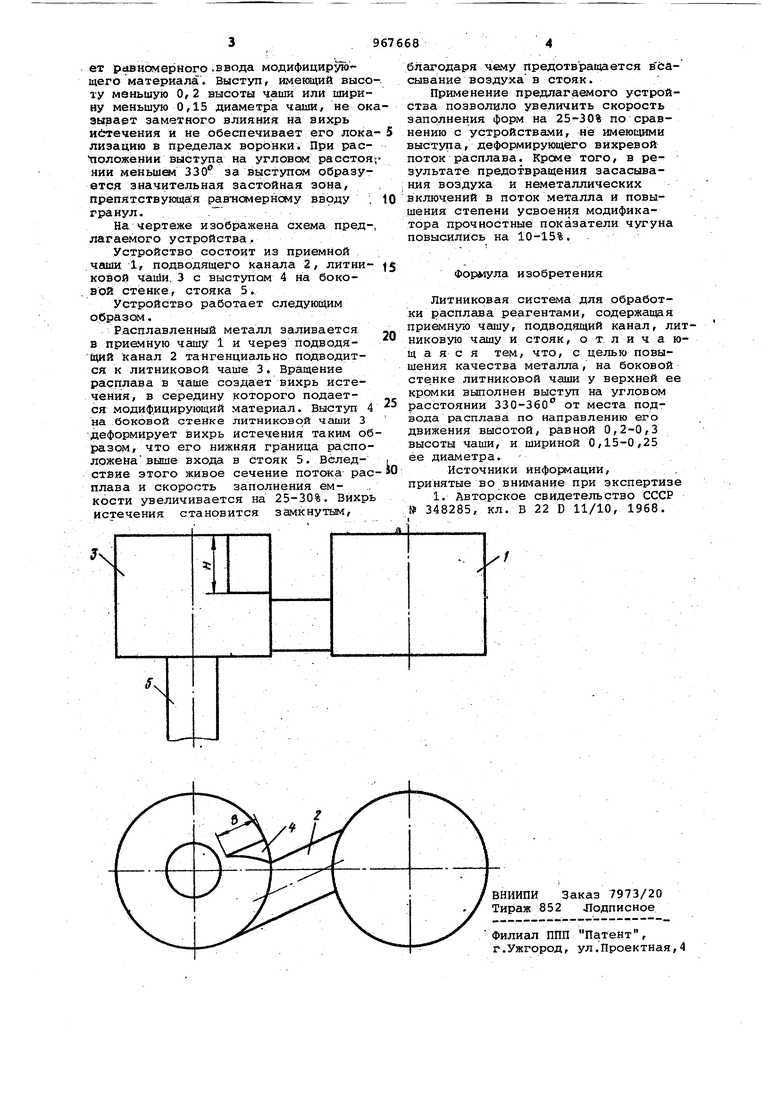
.настолько, что вихрь не обеспечивает paBHoviepHoro .ввода модифицирующего материала. Выступ, имеющий высо ту меньшую О, 2 высоты чаши или ширину меньшую 0,15 диаметра чаши, не ок зывает заметного влияния на вихрь жйтечения и не обеспечивает его лока лизацию в пределах воронки. При расЧюложенйи выступа на угловгал расстоя НИИ меньшие 330 за выступом образуется значительная застойная зона, препятствукяца:я рав-номернсму вврДУ гранул. . На чертеже изображена схема предлагаемого устройства. Устройство состоит из приемной чаши 1, подводящего канала 2, литниковой чаи5и. 3 с выступом 4 на боковой стенке, стояка 5. Устройство работает следую14им образом. Р.асплавленный металл заливается в приемную чашу 1 и через подводящий канал 2 тангенциально подводится к литниковой чаше 3. Вращение ра сплава в чаше создает вихрь истечения, в середину которого подается модифицирующий материал. Выступ 4 на боковой стенке литниковой чаши 3 деформирует вихрь истечения таким об разом что его нижняя граница расположена выше входа в стояк 5. Вследствие этого живое сечение потока рас плава и скорость заполнения емкости увеличивается на 25-30%. Вихрь Истечения становится замкнутым
N
х благодаря чему предотвращается вбасывание воздухав стояк. Применение предлагаемого устройства позволило увеличить скорость заполнения форм на 25-30% по сравнению с устройствами, не имеющими выступа, деформирующего вихревой поток расплава. Креме того, в результате предотвращения засасывания воздуха и неметаллических включений в поток металла и повышения степени усвоения модификатора прочностные показатели чугуна повысились на 10-15%. Формула изобретения Литниковая система для обработки расплава реагентами, содержащая приемную чашу, подводящий канал, литниковую чашу и стояк, о т. л и ч а ющ а я с я тем/ что, с целью повышения качества металла, на боковой стенке литниковой чаши у верхней ее кромки выполнен выступ на угловом расстоянии ЗЗО-ЗбО от места подвода расплава по направлению его движения высотой, равной 0,2-0,3 высоты чаши, и шириной 0,15-0,25 ее диаметра. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 348285, кл. В 22 D 11/10, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для суспензионноголиТья | 1979 |
|
SU821034A1 |
| Литниковая система | 1984 |
|
SU1210958A1 |
| Устройство для модифицирования жидкого металла | 1990 |
|
SU1792799A1 |
| Устройство для заливки металла | 1980 |
|
SU872026A1 |
| Устройство для обработки расплава добавками | 1985 |
|
SU1329910A1 |
| Литниковая система | 1977 |
|
SU624698A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2001 |
|
RU2192332C1 |
| Литниковое устройство | 1979 |
|
SU846062A1 |
| Литниковая система для внутриформенного модифицирования металла | 1985 |
|
SU1380858A1 |
| Устройство для модифицирования жидкого металла | 1982 |
|
SU1069944A1 |
