«-.12
Р1зобретенне относится к литейному производству, а именно к литниковым системам с тангенциальным вводом металла в литниковую чапгу (воронку), применяемым при суспенэионном спосо- бе заливки деталей и заготовок,, и может быть использовано в машинах непрерывного литья заготовок.
Цель изобретения - повьшение качества металла,
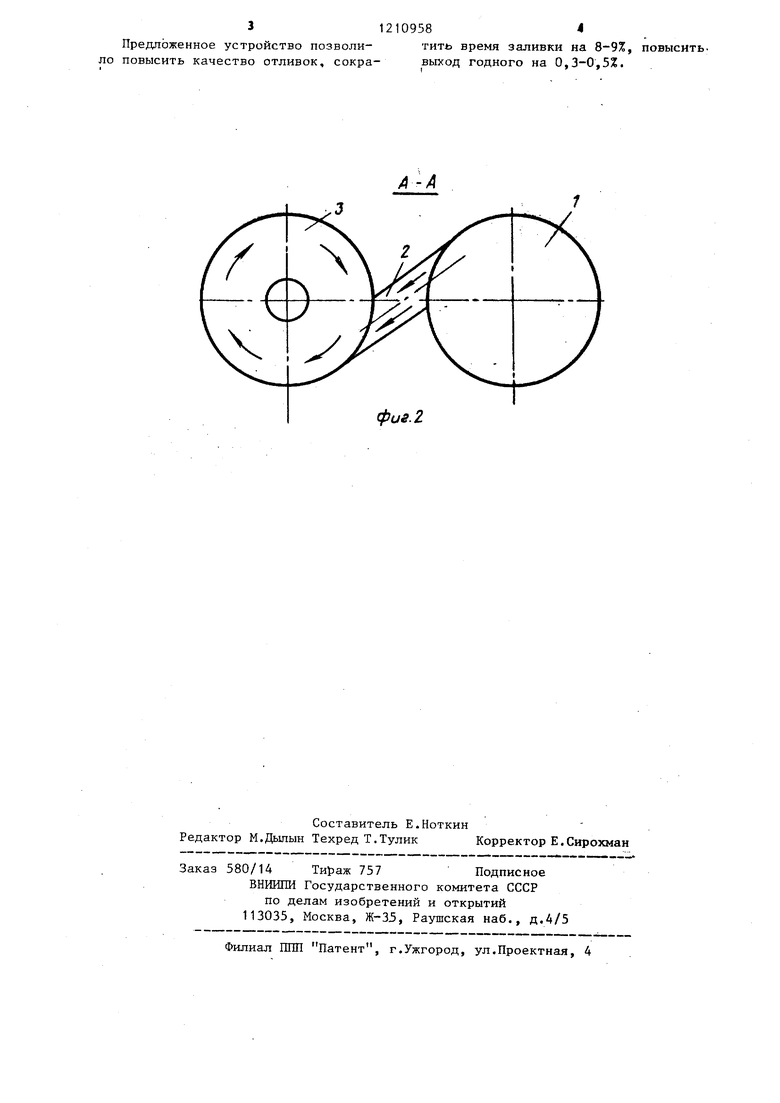
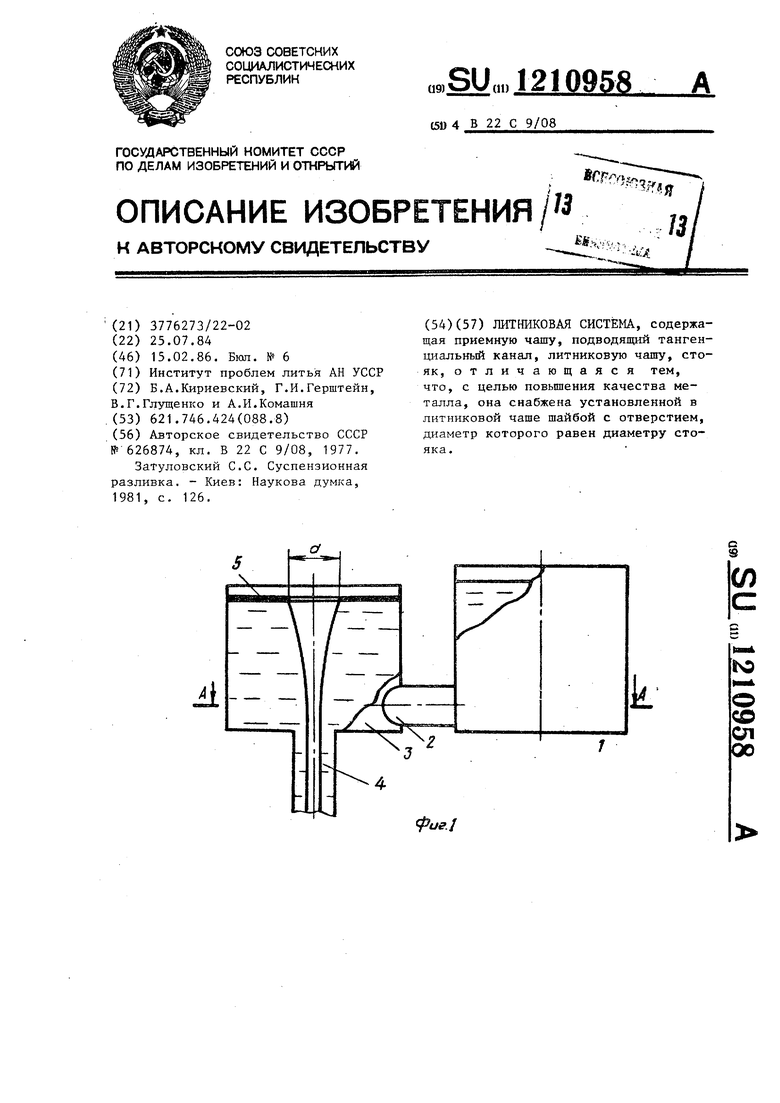
На фиг.1 изображена литниковая система, продольный разрез, на фиг.2- - сечение А-А на фиг..
Литниковая система содержит приемную чашу 1, подводящий тангенциаль- ный канал 2, соединяющий приемную чашу 1 с литниковой чашей 3, стояк 4 и установленную в литниковой чаше шайбу 5 с отверстием. Применение шайбы с отверстием, диаметр которого меньше диаметра стояка, затрудняет (Стабильный и надежный ввод модифицирующих дисперсных добавок в расплав, тангенциальная закрутка которого производится с целью стабилиза- ции ввода дисперсных добавок.
Толщина струи вводимых дисперс- добавок не превышает диаметра стояка, что предотвращает перемефза- ние расплава в литниковой системе.. Поэтому увеличение диаметра отверстия свыше диаметра стояка нецелесообразно. При этом не изменяется стабильность и надежность ввода дисперсных добавок, но снижается металло- статический напор, увеличивается время заполнения формы, снижается ка-- честно металла.
На фиг,2 приведено соединение приемной чаши 1 с литниковой чашей 3 с помощью тангенциального кана-па 2.
Устройство работает следующим образом.
Расплав из разливочного устройства поступает в приемную чашу 1, из которой через тангенциальный канал 2 перетекает в литниковую чашу 3.Вращение расплава в чаше 3 обусловливает образование-воронки в стояке 4, Расход расплава из разливочного уст- эойства устанавливается таким обра зом, чтобы воронка в литниковой чаше замыкалась на внешнем контуре отверстия шайбы 5. При обеспечении условий замыкания воронки на отверстии шайбы 5 увеличивается осредненный металлостатический напор над стояком по сравнению с осредненным MeT.ajLno статическим-напором в литниковой чаш
}
Q 5
„
5
5
0
5
82
при применении известного устройства при замыкании воронки по контуру стенок литниковой чаши. Увеличение металлостатического напора и уменьшение площади воздушного ядра воронки приводит к уменьшению времени заполнения формы5 улучшению физико-механических характеристик металла, качества отливки,
В предлагаемой литниковой системе установка шайбы в литниковой чаше позволяет, не изменяя геометрических параметров базовой литниковой системы, уменьшить время заливки литейной формы, что существенно улучшает качество отливаемых деталей.
Предлагаемая конструкция литниковой системы применялась при отливке суспензионным способом цилиндрических футеровок ( т), При заливке с использованием предлагаемого способа литниковая система имеет следую1цие размеры: диаметр стояка 70 мм, диаметр питателей 30 мм, диаметр приемной чаши 250 мм, диаметр литниковой чаши 300 мм, высота чаши 300 мм. При заливке расплава по предлагаемому способу в литниковую чашу заформовывалась шайба, изготовленная из плиточного асбеста, толщиной 15 мм, имеющая отверстие для ввода дисперсных инокуляторов диаметром АО, 70, 90 мм. Осредненный металлостатический напор равен 140 мм о
При зализке расплава по извест- на;-гу способу литниковая система имела следующие размеры: диаметр стояка 60 мм, диаметр питателей 30 мм, диаметр приемной чаши 250 мм, диаметр литниковой чаши 300 мм, высо-та. чаши 300 мм, Осредненный металлостатический напор равен 70 мм. Заливка стали 110Г13Л проводилась стопорным ковшом.
Время заполнения формы футеровки npit за.пивке по известном; способу 110 с, по предлагаемому 96 с,
Мет аллографическое исследование темплетов отливок, залитых с использованием известной и предлагаемой литниковых систем показало, что при заливке по предлагаемому способу значительно снижается количество неметаллических включений в металле с 3-4 6ajtna до 1-2, повьш аются физико- механические свойства, в частности ударная вязкость на 15%,
31210958
Предложенное устройство позволи- тить время заливки на 8-9%, повысить- ло повысить качество отливок, сокра- выход годного на 0,3-0,5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Надставная литниковая чаша | 1989 |
|
SU1770033A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2001 |
|
RU2192332C1 |
| Оснастка для изготовления, транспортирования и сборки магнитных форм | 1988 |
|
SU1675021A1 |
| Литниковая система для заливки крупногабаритных лопаток из жаропрочных сплавов для газотурбинного двигателя | 2023 |
|
RU2836000C1 |
| Литниковая система для обработки расплава реагентами | 1981 |
|
SU967668A1 |
| Способ литья в кокиль для получения плоских отливок из алюминиевых и магниевых сплавов | 2019 |
|
RU2720331C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Способ обработки металла в литейной форме | 1980 |
|
SU1057181A1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Литейная форма для получения модифицированных отливок | 1987 |
|
SU1438918A1 |
фие.2
| Литниковая система | 1977 |
|
SU626874A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Затуловский С.С | |||
| Суспензионная разливка | |||
| - Киев: Наукова думка, 1981, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
