Изобретение относится к области производства жести с лаковым или . полимерным покрытием и может быть использовано при технолохгическом соединении концов полос жести в arpera-f Tax непрерывного нанесения и сушки покрытий при индукционном нагреве.
Известен способ технологического со единения концов полосы жести, при котором собирают конщл полдс внахлестку и сваривают контактной сваркой. Соединение концов полосы ленты обеспечивает непрерывность производства и ликвидирует трудоемкие операции по зашравке полосдл. После прохождения ленты через всю линию обработки нахлесточное соединение вырезают в отходы Cl 1Недостатком этого способа является то, что при производстве жести с лаковым или полимерным покрытием при использовании индукционной обработки .- в зоне нехлестки образуется сильный перегрев полосы, что приводит к воспламенению материала покрытия и элементов оборудования. Для предупреждения пожара приходится прекргицать питание индукционного устройства на время прохождения через него Нёослесточного соединения.
Индукционные нагревательные устройства представляют собой набор ин- дукторов в виде овашьных катушек из медных трубок, охватывающих нагреваемую полосу, подключенных к источнику питания током высокой астоты. ; Су1«1марная длина индукторов в современных агрегатах составляет десятки метров, и прекращение нагрева полосы
10 на время прохозвдения нахлесточного соединения вызывает нарушение режима нагрева всей полосы, находящейся 9 это время в индукторах, и, как следствие, брак покрытия и сущест15 ,венные потери продукции.
Целью изобретения является уменьшение отходов металла и повышение пожарной безопасности непрерывного производства жести при индукционной
20 обработке за счет предотвращения пе регрева места соединения полосы.
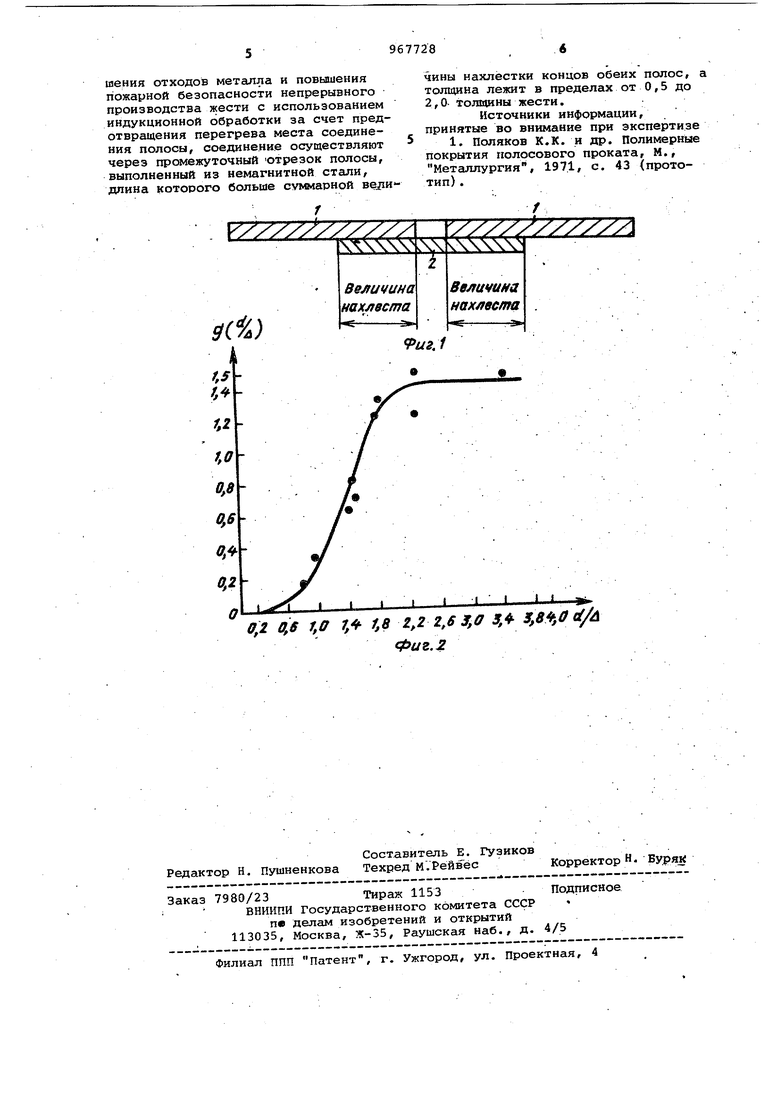
Поставленная цель достигается тем, согласно способу технологи- , ческого соединения концов полосы жес25ти преимущественно с лаковым и полимерным покрытием, при котором собирают концы полос внахлестку и сваривают контактной сваркой, соединение осуществляют через промежуточный от30резок полосы, выполненный из немаггитрой стали, длина которого больше суммарной величины нахлестки концов обеих концов, а толгцина лежит в прег делах от 0,5 до 2,0 толщины жести. На фиг. 1 -показана схема способа на фиг. 2 - кривая зависимости удель ной мощности, вьщеляющейся.в полосе от соотношения d/д, где d - толщина полосы,,Д - глубина проникновения тока. Между концами 1 соединяемых полос жести располагают промежуточный отtiesoK полосы 2 из немагнитной стали Каждый из концов 1 соединяемых по лос приваривается внахлест, например контактной сваркой, к соответствующим концам промежуточной полосы 2 из немагнитной стали. Паи этом длина промежуточного,отреза полосы выбирается большей, чем суммарная величина концбв полосы жести. . Толщина промежуточного отреза 2 .выбирается в пределах от 0,5 до 2,0 толщины жести. Таксэе выполне ние соединения концов жестиликвидирует пер егрев места соединения в процессе индукционного нагрева жести. Количество энергии, выделяющееся в -полосе при ее индукционном нагреве зависит от силы тока индуктора (1) удельного электрического сопротивления материала полосы Тр), магнитной проницаемости материала (/и / частоты тока (f) источника питания и конструктивных размеров индуктора. В общем случае энергия. (ft) , погло щаемая полосой за единицу времени, определяется формулой , U - ,(-d/A) ,. где k - коэффициент, учитывающий конструктивные -особенности индуктора; Л 503-1 - глубина проникновения то . ка; g(d/д)-функция, зависящая от соотношения меж-, ду толщиной (d) и глубиной проникновения то- ка (д). Величина энергии, поглощаемая полосой, существенно зависит от соо ношения d/Д. В диапазоне d/д 1,0 - 2,0 весьма незначительное увеличение толщины полосы ведет к резкому увеличений .функции (д) и, следовательно, энергии Q. Это объясняет- причины перегр ва места, соединения концов полосы жести при нахлесточном соединении двух концов жести. При таком соединении суммарная толщина полосы, панвдая в нагревательные индукторы, увеличивается вдвое, а поЬтупление энергии на единицу объема металла может увеличиваться в, значительно большей степени. Глубина проникновения тока в немагнитную сталь во много раз больше,) чем в жесть, так как относительная магнитная проницаемость немагнитной стали в этом случае равна единице, т.е. в десять раз -меньше, чем магнитная проницаемость ферромагнитной жести, а удельное электрическое сопро тивление, наоборот, в несколько раз больше. Поэтому при увеличении толщины металла за счет немагнитной стали в зоне соединения поступление энергии возрастет крайне незначительно и перегрева не будет. При этом обязательно соблюдение следующих условий: -длина промежуточного отрезка полосы из немагнитной стали должна быть достаточно велика, чтобы исключить возможность образования пакета из трех слоев, т.е. длина промежуточного отрезка должна быть больше, чем суммарная величина нахлеста; -толщина промежуточного отрезка . должна выбираться в пределах от 0,5 до 2,0 толщины жести. , Уменьшение толщины промежуточной полосы .ниже указанного предела приведет к недопустимому снижению прочности соединения и затруднит осущест вление качественного сварного соединения. -. . Помимо немагнитной стгши могут быть использованы и другие материалы с соответствующими электрофизическими свойствами, например титан, но все они уступают немагнитной стали по условиям свариваемости с жестью и экономическим соображениям. Использование изобретения особенно эффективно в непрерывных агрегатах для покрытия жести полимерными или другими органическими покрытиями с повышенной воспламеняемостью компонентов, входящих в состав покрытия. Способ прост при реализации, так как используется практически то же оборудование, что и при обычном мето де соединения концов полос. Экономия от использования изобретения за счет уменьшения отходов металла и исключения вероятности воспламенения оборудования в результате перегрева металла в зоне полосы... Формула изобретения Способ технологического соединения концов полосы жести преимущественно с лаковым и полимерным покры.тием, при котором собирают 1с6нцы полос внахлестку и сваривают контактным способом сварки, отличаю щ и и с я тем, что, с целью уменьшения отходов металла и повышения пожарной безопасности непрерывного производства жести с использованием индукционной обработки за счет предотвращения перегрева места соединения полосы, соединение осуществляют через промежуточный отрезок полосы, выполненный из немагнитной стали/ длина которого больше суммарной aejiH чины нахлёстки концов обеих полос, а толщина лежит в пределах от О,5 до 2,О толщины жести.
Источники информации, принятые во внимание при экспертизе 1. Поляков К.К. и др. Полимерные покрытия полосового проката, М., Металлургия, 1971, с. 43 прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРНЫЕ ШВЫ С ПОЛИМЕРНЫМ УПЛОТНИТЕЛЕМ | 2003 |
|
RU2325981C2 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ С ТРУБАМИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2002 |
|
RU2197366C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1994 |
|
RU2113303C1 |
| ИНДУКЦИОННАЯ СВАРКА ПОЛИМЕРНЫХ ЭЛЕМЕНТОВ ПОСРЕДСТВОМ ЭЛЕКТРИЧЕСКИ ПРЕРЫВАЕМОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА | 2017 |
|
RU2729263C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
| СПОСОБ СВАРКИ ВНАХЛЕСТКУ И СВАРНОЕ СОЕДИНЕНИЕ ВНАХЛЕСТ | 2016 |
|
RU2695843C1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ТИТАН-СТАЛЬ | 2002 |
|
RU2207236C1 |
| СПОСОБ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2809616C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| Корпус металлической банки | 1981 |
|
SU1055612A1 |
ia
1,0
0,8
0,6
0.
0.2
