(54) ЭКСТРУДЕР ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструдер для формования строительных изделий | 1979 |
|
SU880739A1 |
| Экструдер для формования строительных изделий | 1979 |
|
SU948666A2 |
| Устройство для непрерывного формования изделий переменного профиля из порошков | 1986 |
|
SU1417999A2 |
| ПЕЛЬМЕННИЦА-ПРИСТАВКА К БЫТОВОЙ МЯСОРУБКЕ | 2006 |
|
RU2329648C2 |
| Экструдер для формования преимущественно силикатных смесей | 1990 |
|
SU1715608A1 |
| ЭКСТРУДЕР | 2005 |
|
RU2299124C1 |
| ВЫПУСКНАЯ ГОЛОВКА ЭКСТРУДЕРА ДЛЯ ПРИГОТОВЛЕНИЯ КОРМОВ | 2002 |
|
RU2251363C2 |
| ИСКУССТВЕННАЯ ДРЕВЕСНАЯ МУКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ, ПЛИТА, ПОЛУЧЕННАЯ НА ОСНОВЕ ИСКУССТВЕННОЙ ДРЕВЕСНОЙ МУКИ, СПОСОБ И УСТРОЙСТВО ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ТАКОЙ ПЛИТЫ (ВАРИАНТЫ) | 1995 |
|
RU2129485C1 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1990 |
|
RU2068750C1 |
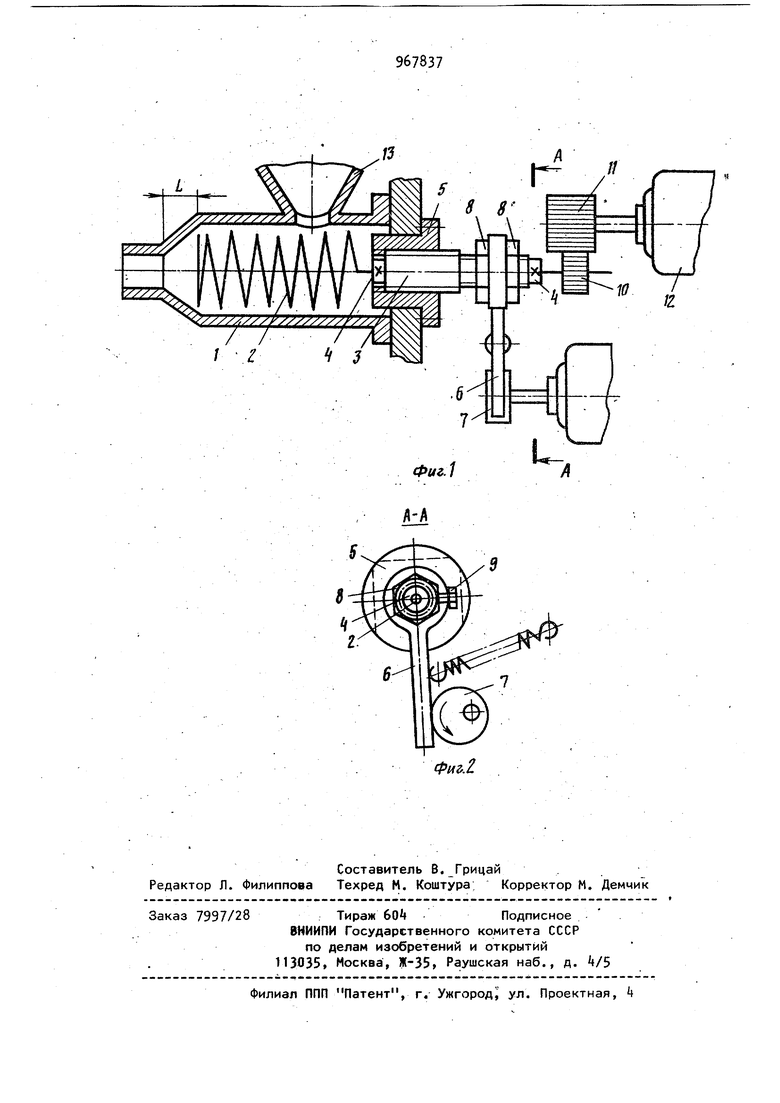
Изобретение относится к промышлен ности строительных материалов для производства изделий методом экструзии. Известно устройство для производс ва строительных изделий, включаг;щее загрузочную камеру, пресс, винтовой червяк, головку и мундштук ПЗПо основному авт. св. М 8305бЗ известен зкструдер для формования строительных изделий, содержащий кор пус и консольно установленный в нем шнек с приводом вращения -и механизмом возвратно-поступательного осевого перемещения, выполненным в виде приводного кулачка, контактирующего с ним подпружиненного рычага, жестко прикрепленного к подвижной в осевом направлении втулке, с резьбой на наружной поверхности и взаимодействующей с последней тайкой, смонтированной в корпусе, причем вал шнека закреплен во втулке с возможностью вра щения 2 . Недостатком известных экструдеров является то, что они не позволяют производить настройку работы экструдера на необходимый технологический режим в случае замены шнеков, что сужает их технологические возможности. Целью изобретения является расширение технологических возможностей экструдера. Поставленная цель достигается тем, что в экструдере для формования строительных изделий механизм возвратнопоступательного осевого перемещения шнека подвижно установлен на втулке и снабжен посредством его фиксации относительно корпуса. На jfnr. 1 изображен предлагаемый экструдер; на фиг. 2 - разрез А-Л на фиг. 1 . Экструдерсостоит из корпуса 1, внутри которого установлен шнек 2 с вращением во втулке 3. Относительно зтулки 3 шнек 2 укреплен с помощью 396 упоров t осевого смещения. Втулка 3 взаимодействует с гайкой 5 закреплен ной на корпусе 1. Механизм возвратнопоступательного осевого перемещения шнека выполнен в виде рычага 6, установленного подвижно относительно втул ки 3 и подпружиненного подвижному кулачку 7 (например, эксцентрики), при этом рычаг 6 укрепляется относительно втулки 3 с помощью по крайней мере двух, гаек 8, снабженных стопорами 9, которые закрепляют их от самоотвинчивания относительно втулки 3. Шнек 2. с помощью шестерен 10 и 11 взаимодействует с приводом 12 вращения (например, электродвигатель). Смесь подается в корпус 1 через загрузочную воронку 13. Устройство работает следующим образом. При включении Привода 12 вращения шнека 2 последний захватывает поступающую смесь из загрузочной воронки 13 и направляет ее для прессования в корпус 1 и далее для продавливания ее через головку и мундштук. Так как рычаг 6 установлен относительно втулки 3 с помощью двух гаек 8, снабженных стопорами 9, с целью устранения самоотвинчивания гаек 8 относительно втулки 3, то вращая втулку 3, в которой установлен шнек 2, относительно гайки 5 и следователь но относительно корпуса 1, освободив механизм фиксации положения втулки относительно корпуса, открутив гайки 8, не изменяя при этом положения кулачка 7 и положения рычага 6, меняют расстояние L (расстояние от торца мундштука до конца шнека 2), добиваясь его оптимального положения в корпусе 1, при котором формование смеси производится быстро и без дефектов. Такое конструктивное выполнение положения конца шнека относительно выход ного отверстия мундштука,позволяет без разборки корпуса экструдера и замены шнеков различных размеров про ИЗВОДИТЬ настройку работы экструзионных установок на необходимый технологический режим, добиваясь лучшего качества сформованных изделий, сокращая при этом количество технологической оснастки (шнеков) и трудозатраты на настройку работы экструдеров с целью достижения наивысшей производительности последних с лучшим качеством изделий. Так как рычаг 6.подпружинен и взаимодействует с подвижным кулачком 7, то втулка 3 помимо смещения относительно корпуса 1 получает возвратнопоступательное перемещение, частота хода которого зависит от скорости вращения кулачка, а длина хода - от угла подъема нарезки винтового соединения и профиля кулачка. Таким образом, предлагаемая конструкция экструдера обеспечивает выборку оптимального расстояния от конца шнека до торца мундштука без замены Днеков и дает возможность производить вибрационное формование строительных изделий с установлением бптимального расстояния от конца шнека до торца выходного отверстия мундштука. . Формула изобретения Экструдер для формования строительных изделий по авт. св. № 830563, отличающийся тем, что, с целью расширения технологических возможностей, механизм возвратно-поступательного осевого перемещения шнека подвижно установлен на втулке и снабжен средством его фиксации относительно корпуса. Источники информации, принятые во внимание при экспертизе 1.Еерней И.И. Техно;1огия асбоцементных изделий. М., 1977, с. 100. 2.Авторское свидетельство СССР № 830563, кл. В 28 В 3/22, 1979 прототип).
