28
/--;
Щ
X)
;о со
гч
фиг.
Изобретение относится к порошковой металлургии, в частности к устройствам для непрерывного формования изделий переменного профиля из порошков, и является усовершенствованием устройства по авт. св. № 1252047.
; Цель изобретения - расширение технологических возможностей устройства путем обеспечения формования изделий с внутренней полостью переменного профиля.
На фиг. 1 представлено предлагаемое устройство, продольный разрез; на фиг. 2- 4 - примерные формы получаемых изделий.
Устройство состоит из основания 1, на котором крепится корпус 2. Внутри корпуса ра;сположен прессуюший орган, выполненный в виде шнека 3. К торцу корпуса кренится мундштук 4, а сверху на корпусе закреплен загрузочный бункер 5. Шнек посредством червячного колеса 6 и червяка 7 соединен с приводом (не показан).
; На основании неподвижно закреплена офйма 8, внутри которой с возможностью вр|аш.ения установлен стакан 9. В стакане выполнены радиальные пазы 10, в которых с возможностью радиального неремешения установлены подшипники 11. На стакане Э установлено плоское колесо 12, соединенное с приводом (не показан). По торцовой поверхности 13 плоского колеса нарезаны зубья. В обойме с возможностью вращения установлено червячное колесо 14, жестко соединенное со стаканом. В червячном колесе к 1е 1ятся конические вал-шестерни 15, блок- шестерни 16 и диск 17. Червячное колесо сбединяется с приводом (не ноказан). В диске выполнена спиральная канавка 18, в пазах которой с возможностью радиального пере.мешения установлены кулачки 19. В кулачках с одной стороны и в подшипниках с другой установлены ролики 20, находяшиеся в постоянном зубчатом зацеплении с установленными в кулачках коническими колесами 21. Последние с одного конца выполнены в виде шлицевых втулок 22, с которыми образуют шлицевое соединение вал- шестерни 15.
На диске выполнена зубчатая нарезка 23 внутреннего зацепления, обеспечивающая посредством блок-шестерни 16 кинематическую связь с колесом 24 внутреннего зацепления, также установленным в обойме и соединенным с приводом (не показан). Привод связан с управляюшим механизмом (не показан) .
Внутри шнека расположена оправка 25, установленная с возможностью осевого пе- ремешения. Один конец оправки выполнен с конической насадкой 26, причем конусность насадки равна конусности роликов. На другом конце оправки нарезан винт. Гайка 27 установлена с возможностью врашения на основании 1. На наружной поверхности
гайки нарезано червячное колесо. Червяк 28 соединен с приводом (не показан).
Устройство работает следуюилим образом.
5Шнек 3 получает вращательное движение от привода через червячное колесо 6 и червяк 7. Порошок из бункера 5 шнеком 3 перемещается в сторону мундштука 4, где предварительно формируется. Окончательное формование осуществляется роликами 20 при их вращении вокруг продольной оси изделия и вокруг собственной оси. Движение роликам сообщается следующим образом. От привода получают вращательное движение червячное колесо 14 и соединен15 ный с ним стакан 9, а также колесо 24 внутреннего зацепления и диск 17. Ролики 20 вращаются вокруг продольной оси совместно со стаканом 9 и диском 17, в спиральных пазах которого крепятся кулачки 19. В случае совпадения частот вращения колес
14 и 24 и диска 17 вращение блок-щестерен 16 вокруг собственной оси отсутствует. При этом вал-шестерня 15, обегая по неподвижной торцовой зубчатой поверхности 13, посредством шлицевых втулок 22 и коничес25 ких колес 21 передают вращение вокруг собственной оси роликам 20.
Для создания оптимальных условий формования при получении изделий различного профиля имеется возможность изменения
30 частоты врашения роликов 20 вокруг собственной оси. Для этого от привода вращение получает плоское колесо 12. При совпадении направления вращения колес 12 и 14 частота вращения вал-шестерни 15 уменьшается; соответственно уменьшается и частота врашения роликов 20. При равенстве частот вращения роликов 12 и 14 вращение вал-шестерен 15 прекращается, следовательно, прекратится и вращение роликов 20 вокруг собственной оси. В случае противополож40 ного направления вращения колес 12 и 14 частота вращения вал-шестерен 15 возрастает, в связи с чем увеличивается и частота вращения роликов 20.
Для изменения геометрических гараметдс ров получаемых изделий предусмотрена возможность радиального перемещения роликов 20. Для этого управляемый механизм с помощью привода изменяет частоту вращения колеса 24 внутреннего зацепления от- носительнр частоты вращения червячного
50 колеса 14. При этом от внутренней нарезки зубчатого зацепления колеса 24 получают вращение вокруг собственной оси блок-шестерни 16.
Блок-шестерни 16 из.меняют частоту вращения диска 17 относительно частоты вра щения червячного колеса 14. Благодаря разности частот вращения диска 17 и червячного колеса 14 вращательное движение диска
17 с помощью спиральной канавки 18 преобразуется в поступательное движение кулачков 19, которые, перемещаясь в радиальных пазах червячного колеса 14, передают поступательное движение роликам 20. Конические колеса 21 имеют возможность совместно с роликами 20 радиального перемещения за счет щлицевых втулок 22.
Для получения трубчатых изделий с переменным внутренним профилем предусмотрена возможность осевого перемещения оправки 25. Для этого управляющий механизм с помощью привода изменяет частоту вращения червяка 28. Червяк вращает гайку 27, которая навинчена на оправку. Так как гайка лищена возможности осевого перемещения, то, навинчиваясь на оправку, она придает последней поступательное движение вдоль оси изделия. Управляющий механизм связывает частоту вращения колеса 24, обеспечивающего радиальное перемещение роликов 20, и червяка 28. В результате осевое движение оправки зависит от радиального движения роликов. Это позволяет формовать изделия с переменным внутренним профилем.
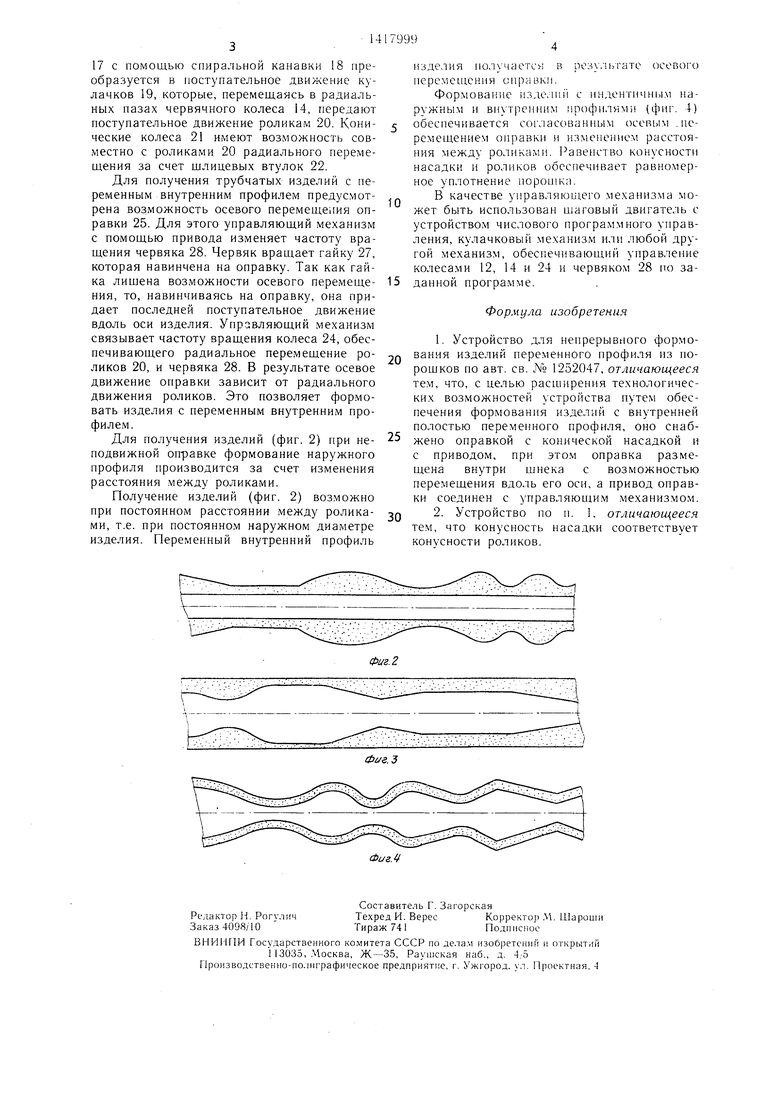
Для получения изделий (фиг. 2) при неподвижной оправке формование наружного профиля производится за счет изменения расстояния между роликами.
Получение изделий (фиг. 2) возможно при постоянном расстоянии между роликами, т.е. при постоянном наружном диаметре изделия. Переменный внутренний профиль
o
5
изделия получается в резу.1ьтате осевого перемещения справки.
Формование издел1 Й с индентичным наружным и впутре 1пим профилями (фиг. 4) обеспечивается согласованпым осевым .перемещением оправки и изменением расстояния между роликами. Равенство конусности насадки и роликов обеспечивает равномерное уплотнение порои1ка.
В качестве управляющего механизма может быть использовап шаговый двигатель с устройством числового программного управления, кулачковый механизм или любой другой механизм, обеспечивающий управление колесами 12, 14 и 24 и червяком 28 по заданной программе.
Формула изобретения
1. Устройство для непрерывного формо- вания изделий пере.менпого профиля из по- рощков по авт. св. № 1252047, отличающееся те.м, что, с целью расширения технологических возможностей устройства путем обеспечения формования изделий с внутренней полостью переменного профиля, оно снаб- жено оправкой с конической насадкой и с приводом, при этом оправка размещена внутри щнека с возможностью перемещения вдоль его оси, а привод оправки соединен с управляющим механизмом. 2. Устройство по и. 1, отличающееся тем, что конусность насадки соответствует конусности роликов.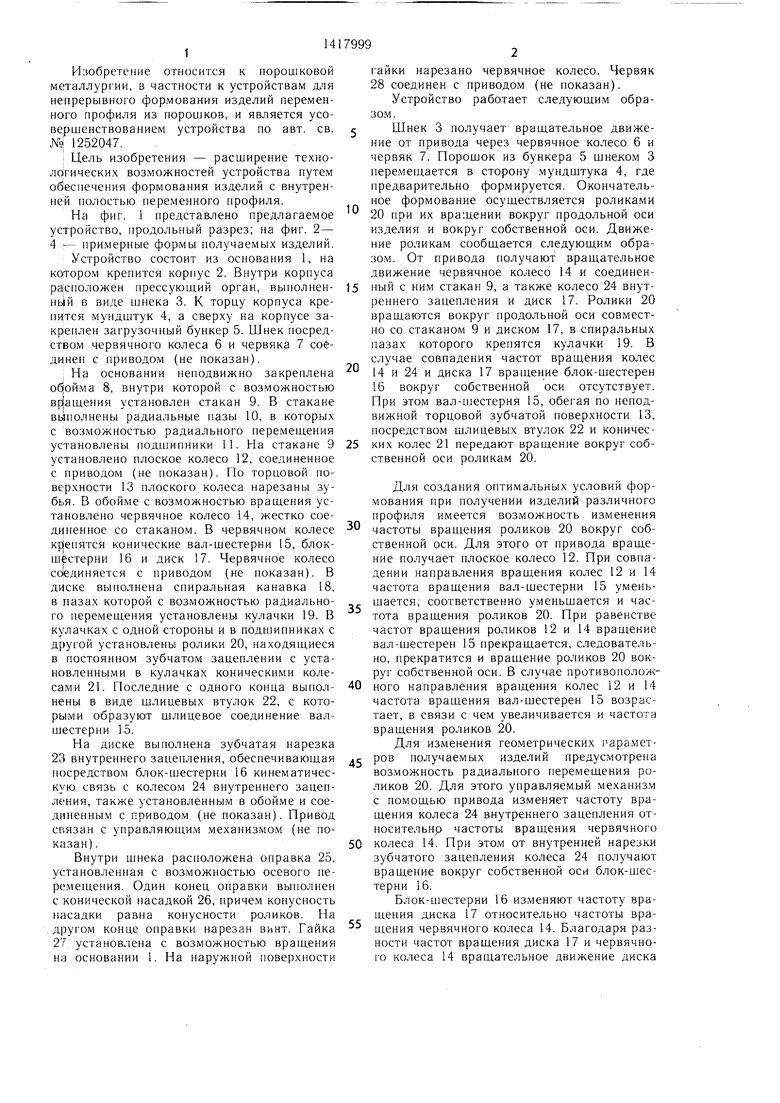
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования изделий переменного профиля из порошков | 1985 |
|
SU1252047A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Станок для намотки и укладки катушекВ пАзы МАгНиТОпРОВОдА CTATOPOB элЕКТРи-чЕСКиХ МАшиН | 1978 |
|
SU817885A1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Способ и устройство для намотки волокнистой арматуры при изготовлении армированных волокном пластмассовых изделий | 1976 |
|
SU763123A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство для непрерывного формования порошков | 1983 |
|
SU1093395A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1973 |
|
SU384629A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1981 |
|
SU975203A1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
Изобретение относится к устройствам для непрерывного формования изделий переменного профиля из порошков. Цель изобретения - расширение технологически.х возможностей устройства путем обеспечения формо.вапия изделий с внутренней полостью переменного профиля. Шнек 3 врапдается от привода через червячное колесо 6 и червяк 7. Порошок из бункера 5 перемеш,ается в сторону мупдштука 4. Окончательное формование осуществляется роликами 20 при их вращении вокруг продольной оси изделия и вокруг собственной оси. Для изменения наружного профиля изделий радиально перемешают ролики 20. Для получения внутренней полости переменного профиля в изделии осуш,естБляют осевое перемещение оправки 25 с конической насадкой 26. Для этого управляющий механизм изменяет частоту вращения червяка 28. Червяк вращает гайку 27, которая, навинчиваясь на оправку, придает ей поступательное движение. Управляющий механизм связывает частоту врандения колеса 24, обеспечивающего радиальное перемещение роликов 20, и червяка 28. В результате осевое движение оправки зависит от радиального движения роликов. 1 з.и. ф-лы, 4 ил. S2 сл
| Устройство для непрерывного формования изделий переменного профиля из порошков | 1985 |
|
SU1252047A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
