1
Изобретение отноеитея к области кузнечио-нрессового оборудования и может быть иснользовано нри получении хтолщенин па концах труб, нреимущественно тонкостенных.
Известен штамн для высадки утолщений на концах труб, содержаш,ий смонтированный на нлите радиальный зажим, подпирающую втулку, ограничивающую образуемое утолщение, и воздействуюишй на торец трубы нуанCQH.
Однако такой штамп сложен нри переналадке на другой размер утолщения, а подпирающая вчулка раздается в диаметре и не может быть использована дважды.
Для новын1ення нзносостойкости ноднирающей втулки и упрощения нерепаладки на другой размер утолп1,ення нгтамн снабжен радиально ноднружнненным секционным нрижимом, обхватыва)ОН1,им упомянутую втулку, а последняя выполнена в виде набора унругих колец со смеще1п-1ымн один относительно другого по окружности разрезами.
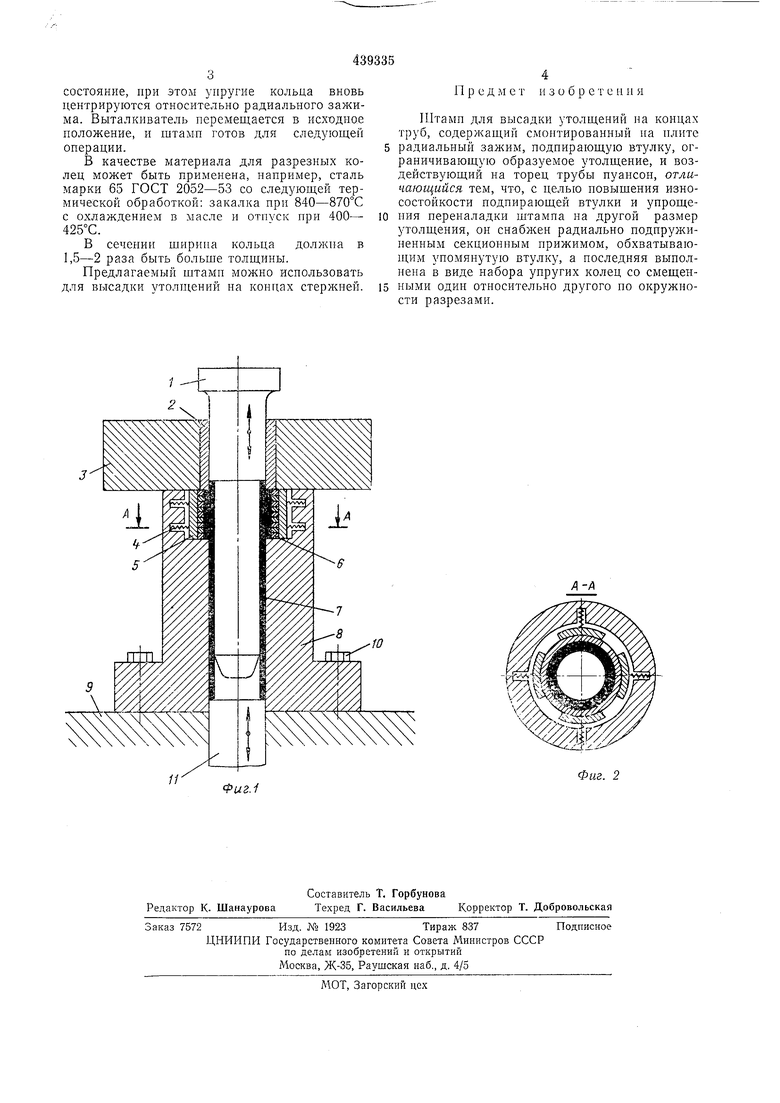
На фиг. 1 изображен нредлагаемый штамп; на фиг. 2 - сечение по А-А на фиг. 1. В вер.хней части штампа пуансон 1 вставлен по скользящей посадке во втулку 2, которая запрессована в обойму 3.
В зоне высадки устолщений нружинами 4 секционные нрижимы 5 к наружной поверхности разрезных упругих колец 6,
Заготовка 7 вставлепа в радиальный зажим 8, который закреплен на нлите 9 винтами 10. В плиту 9 и радиальный зажим 8 вставлен выталкиватель 11.
5 Штам) работает следующим образом.
Заготовку, на конце которой необходимо нолучить утолщение, помещают в радиальный зажим. Нижним концом заготовка упирается в торец выталкивателя, а верхним концом
10 входит в контакт с разрезанными кольцами п втулкой 2.
Нри движении пуансона вниз его направляющая часть заклинивает заготовку в радиальном зажиме н в разрезных кольцах, а тнком он воз;;ействует на торец заготовки. В первый момент осадки возникают распираюHuie усилия, действуюп1.ие на втулку 2, зажим и упругие кольца. Но так как упругие кольца являются самым слабым звеном в этой системе, то они начинают деформироваться в радиальиом направлении, воздействуя при этом на прижимы, которые, перемещаясь, сжимают пружины 4.
Но окончании высадки утолщеннй на за2:; готовке нуапсон вместе с обоймой и втулкой поднимают.
Выталкиватель воздействует на нижний торец заготовкн и выталкивает ее из радиального зажима и разрезных колец. Сжатые нру30 жины 4 возврантают прижимы в исходное
состояние, при этом упругие кольца вновь центрируются относительно радиального зажима. Выталкиватель перемещается в исходное положение, и штамп готов для следующей операции.
В качестве материала для разрезных колец может быть применена, например, сталь марки 65 ГОСТ 2052-53 со следующей термической обработкой: закалка при 840-870°С с охлаждением в масле и отпуск при 400- 425°С.
В сеченип ширина кольца должна в 1,5-2 раза быть больше толщины.
Предлагаемый штамн можно использовать для высадки yтoлп eний на концах стержней.
4 Пред .м е т и з о б р е т е н и я
Штамп для высадки утолщений па концах труб, содержащий смонтированный на плите радиальный зажим, подпирающую втулку, ограничивающую образуемое утолщение, и воздействующий на торец трубы пуансон, отличающийся тем, что, с целью повышения износостойкости подпирающей втулки и упрощения переналадки штампа на другой размер утолщения, он снабжен радиально подпружиненным секционным прижимом, обхватывающим упомянутую втулку, а последняя выполнена в виде набора упругих колец со смещенными один относительно другого по окружности разрезами.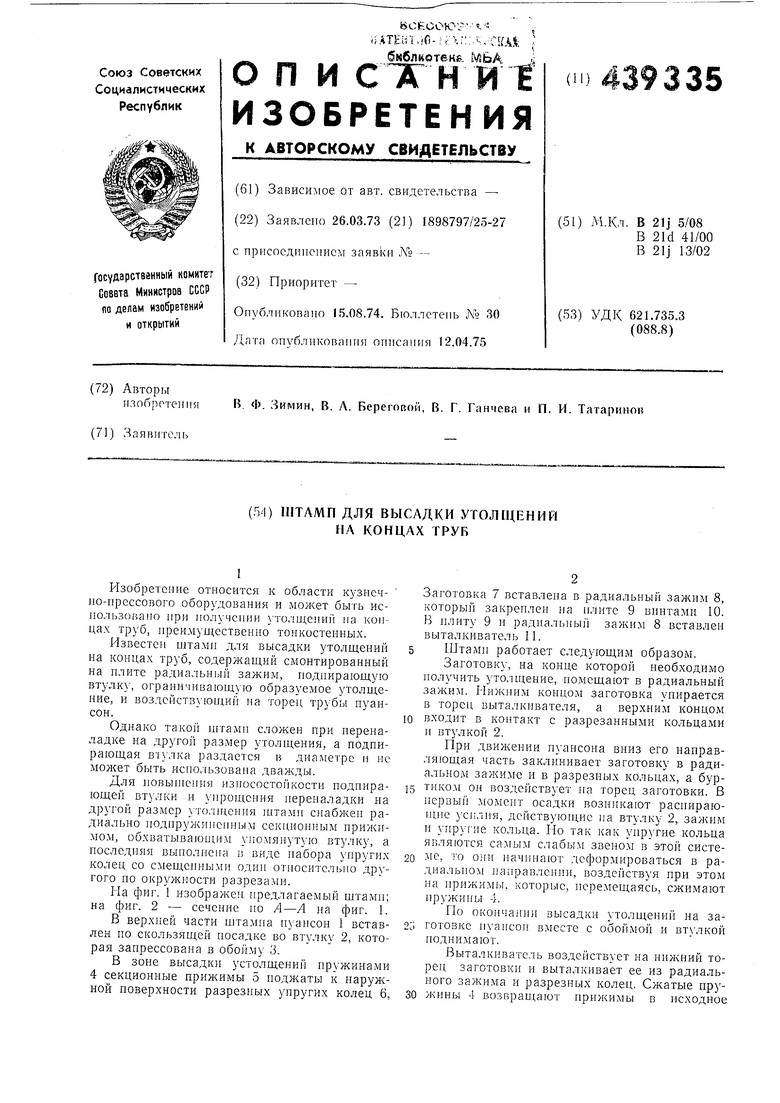
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU969400A1 |
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU984603A1 |
| Штамп для высадки утолщений на концах труб | 1975 |
|
SU528991A1 |
| Устройство для штамповки трубчатых деталей с утолщениями | 1982 |
|
SU1044399A1 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| Штамп для высадки утолщений на трубных заготовках | 1985 |
|
SU1355341A1 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для глубокой вытяжки полых деталей с широким фланцем | 1973 |
|
SU436689A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
Риг.1
A-f
Фиг. 2
