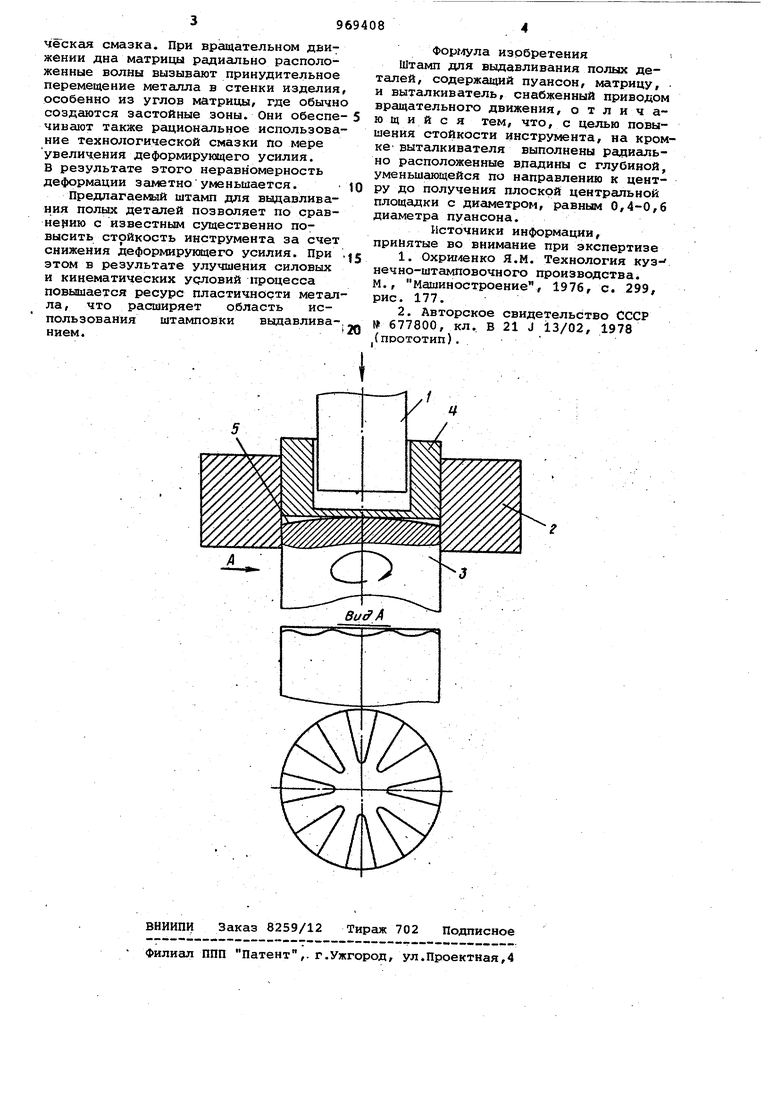
(S) ШТАМП для ВЫДАВЛИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ Изобретение относится к обработке мета.плов давлением, а именно к изготовлению деталей холодным выдавливанием. Известен штамп для выдавливания полых деталей, содержащий пуансон, матрицу и выталкиватель 1. Однако этот штамп отличается невысокой стойкостью инструмента, так как практически отсутствуют контактные перемещения на дне матрицы, что обуславливает значительную неравномерность деформации и повышенные, усн лия процесса. Известен штамп для выдавливания полых деталей, содержащий пуансон, матрицу и выталкиватель с плоским торцом, снабженный приводом вращательного движения, что позволяет активизировать контактные скольжения на дне матрицы и существенно снизить деформирующее усилие 2j. Однако при выдавливании в известном штампе сохраняется большая нерав номерность деформации, особенно в углах полости матрицы, что недостато :но повышает стойкость инструмента, а эффективность смазки на дне матрицы невысока.. Цель изобретения - повышение отойкости инструмента. Поставленная цель достигается тем, что в штампе для выдавливания полых деталей, содержащем пуансон, матрицу и выталкиватель, снабженный приводом вращательного движения, на кромке выталкивателя выполнены радиально расположенные впадины с глубиной, уменьшающейся по направлению к центру -ДО получения плоской центральной площадки с дишлетром равным 0,4-0,6 :диаметра пуансона. На чертеже схематически изображен предлагаемый штамп для выдавливания полых деталей. Штамп состоит,из пуансона 1, матрицы 2 и выталкивателя 3, имеющего привод вращате.)1ьного движения. На торце выталкивателя 3, который служит днбм матрицы 2 и опорой i заготовки 4, радиально расположены восемь впадин 5 на кромке выталкивателя, исчезающие к центру так, что образуется радиально-волновая поверхность с плоской центральной площадкой, рав-. ной 0,4-0,6 диаметра пуансона 1. Штамп работает следующим образом. Перед подачей заготовки 4 на торец выталкива:теля 3 наносится технологи
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2082532C1 |
| Способ выдавливания тонкостенных полых изделий | 2017 |
|
RU2666394C1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254202C1 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления кольцевых изделий | 1990 |
|
SU1738466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ШТАМПОВАННЫХ ЗАГОТОВОК ТИПА СТАКАНОВ И ЧАШ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННОГО СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2514531C2 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
