() ПРОМЕЖУТОЧНОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2016 |
|
RU2617082C1 |
| РОТОРНАЯ НАКЛОННАЯ ПЕЧЬ | 2012 |
|
RU2489659C1 |
| РОТОРНАЯ НАКЛОННАЯ ПЕЧЬ | 2015 |
|
RU2606349C1 |
| Роторная наклонная печь | 2020 |
|
RU2732257C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2021 |
|
RU2770602C1 |
| Вращающаяся плавильная печь для переработки отходов цветных металлов | 2020 |
|
RU2723848C1 |
| Вращающаяся плавильная печь для переработки отходов цветных металлов | 2018 |
|
RU2688067C1 |
| ЭЛЕКТРОПЕЧЬ ДЛЯ ВЫПЛАВКИ СИНТЕТИЧЕСКОГО ШЛАКА | 1995 |
|
RU2096490C1 |
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2207476C2 |
| Роторная наклонная печь | 2020 |
|
RU2723854C1 |
1
Изобретение относится к черной металлургии, конкретнее - к разливке стали в слитки.
Известно промежуточное устройство коробчатого типа, футерованное изнутри огнеупорным материалом, имеющее опорное кольцо, которым оно устанавливается на изложницу tl.
В результате сильного брызгЬобразования при заливке металла в изложницу через промежуточное устройство на его внутренных стенках образуется корочка в виде гарнисажа из застывших капель жидкого металла и шлака. Удаление гарнисажа производится вручную, ломиком. Процесс трудоемкий и -сопровождается частичным разрушением футеровки, которую затем необходимо восстанавливать.
Одновременно призаливке .нередко
происходят переливыметалла через
край изложницы, таккак контроль
заполнения изложницметаллом произ- ,
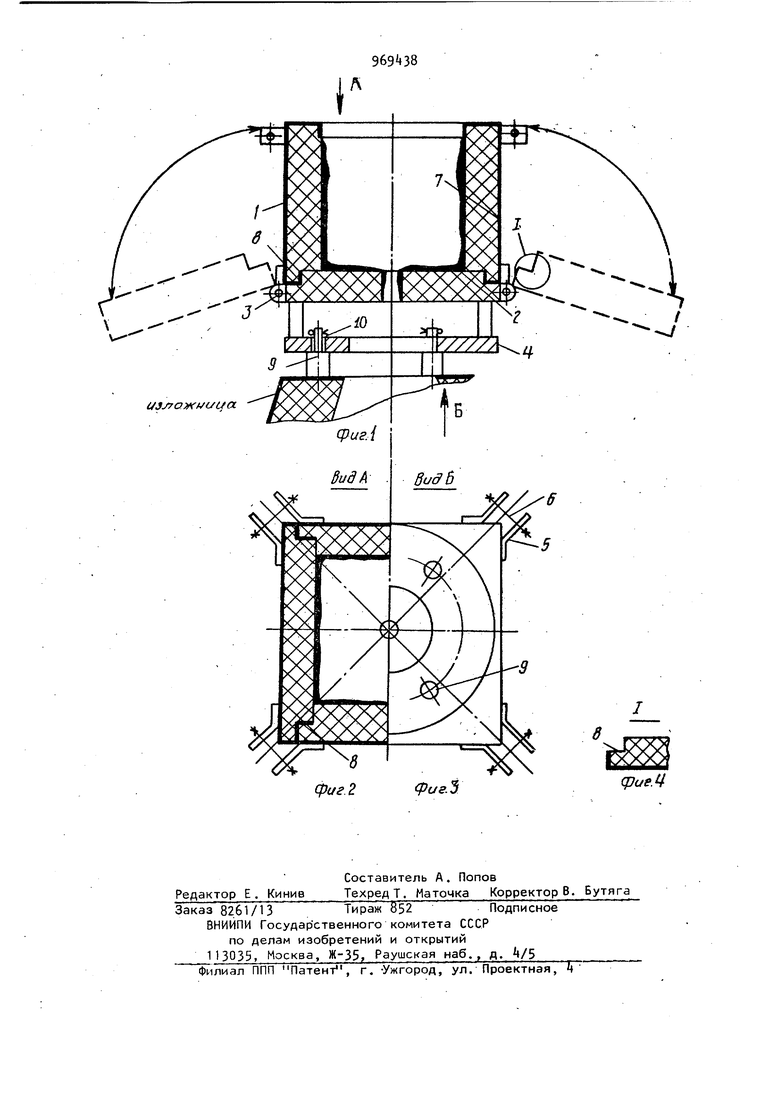
водится визуально и не всегда удается точно расчитать необходимый объем металла в промустройстве в конце заливки перед закрытием стопорного уст.ройства ковша, достаточный для нормального заполнения изложницы. В от.дельных случаях стопор не кроет, и изложница переполняется металлом. В результате переливов металла опорное кольцо устройства приваривается к слитку и изложнице. При ремонте опорное кольцо и весь излишек металла срезают с изложницы, а к устройству приваривается новое кольцо.
Цель изобретения - сокращение рабочего времени на подготовительные и ремонтно-восстановительные работы. Указанная цель достигается тем, что в промежуточном устройстве, содер20жащем футерованный огнеупорным материалом кожух и опорное кольцо, стенки кожуха шарнирно связаны с донной частью, а в опорном кольце равномерно по его окружности выполнены отверстия, 8 которых установлены упорные штифты. В верхних углах выполнены проушины с зажимами, в донной час ти и на боковых стенках выполнены ус тупы, а упорные штифты закреплены в опорном кольце шплинтами. На фиг.. 1 изображено устройство в разрезе; на фиг. 2 - вид по стрелке А на фиг. 1;. на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. А - узе I на фиг. 1. Устройство состоит из боковых сте нок 1, шарнирно связанных с донной частью 2 шарнирами 3 и имеет опорное кольцо k. В верхних углах боковых стенок выполнены проушины 5, в которых установлены зажимы 6 любой извес ной в настоящее время конструкции (например винтовые или клиновые и т.д.), причем проушины установлены Параллельно диагоналям поперечного сечения устройства (фиг. 2), такое их расположение позволяет наиболее эффективно стягивать стенки друг с другом. Внутри устройства после заливки металла образуется гарнисаж 7. В донной части и боковых стенках выполнены уступы 8, которые при смыкании между собой образуют замки, пр пятствующие утечке металла из устрой ства. В опорномкольце равномерно по его окружности выполнено три отверстия, в которые установлены упорные штифты 9. Штифты закреплены в от верстиях шплинтами 10. Устройство работает следующим образом. После заливки металла устройство снимается с изложницы. Открываются стенки 1, для чего освобождают проуш ны 5 разъединяя зажимы 6, при этом гарнисаж 7 остается на донной части устройства и затем легко удаляется. В уступы 8 закладывается огнеупорная паста. Боковые стенки 1 закрываются стягиваются зажимами 6. Излишек падт удаляется и устройство после предварительного подогрева используется по назначению. Если в процессе получения слитков допущен перелив металла через край изложницы, то излишек металла уйдет в зазор между изложницей и опорным кольцом А, при этом только упорные штифты 9 приварятся к изложнице, а опорное кольцо остается свободным. В этом случае вынимают шплинты 10 и краном снимают устройство, а приварившиеся штифты 9 и излишек металла удаляют газовой резкой. В опорное кольцо вставляют три новых штифта, закрепляю-т шплинтами, и устройство готово к использованию. При использовании предлагаемого устройства снижаются затраты на ремонт промежуточного .устройства за счет сохранения опорного кольца, повышается срок службы футеровки за счет исключения разрушения футеровки при удалении гарнисажа, облегчается процесс футерования устройства за счет исключен ия конусности воронки, т.е. стенки выполнены прямоугольными и футеруются каждая отдельно и не требуется удаление гарнисажа после каждой заливки, уменьшается износ футеровки, она защищена гарнисажем предыдущей заливки. Формула изобретения 1.Промежуточное устройство, содержащее футерованный огнеупорным материалом кожух и опорное кольцо, отличающееся тем, что, с целью сокращения рабочего времени на подготовительные и ремонтно-восс.тановительные работы, стенки кожуха шарнирно связаны с донной частью, а в опорном кольце равномерно выполнены отверстия, в которых установлены упорные штифты. 2.Устройство по п. 1, о т л и чающееся тем, что, с целью лучшего стягивания стенок, в верхних углах выполнены проушины с зажимами. 3.Устройство по п. 1, отличающееся тем, что, с целью исключения утечки металла, в донной части и на стенках выполнены уступьк 4.Устройство по п. 1, р т л ичающееся тем, что, с целью быстрого разъема, упорные штифты закреплены в опорном кольце шплинтами. Источники информации, принятые во внимание при экспертизе 1. Чертеж НИИтяжмаша, № 72, 70.980. fpae.3 qjueM
