(54) УСТРОЙСТВО ДЛЯ РАСКРОЯ ПАКЕТА ПОЛОС МЕЛКОСОРТНОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления порезкой стационарными ножницами пакета мелкосортного проката на прутки | 1973 |
|
SU529020A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Отводящий рольганг холодильника мелкосортного стана | 1981 |
|
SU1014616A1 |
| Устройство для сортировки мелкосортного проката | 1979 |
|
SU867537A1 |
| Устройство управления перемещением пакета полос мелкосортного проката при порезке на стационарных ножницах | 1983 |
|
SU1109207A1 |
| Система управления раскроем мелкосортного раската на полосы | 1987 |
|
SU1426789A1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| Упор для остановки ферромагнитного проката | 1981 |
|
SU984539A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |

Изобретение относится к прокатноксу производству и может быть использовано, например, на мелкосортных станах при производстве готовой продукции в прутках мерной длины. Известно устройство управления порезкой пакета полос мелкосортного проката, содержащее схему управления роль гангом с входом запуска, который соединен с выходом схемы управления ножницами 1 Указанное устройство позволяет оператору осуществить ручное управление перемещениями пакета полос к ножницам с остановкой пакета на ножницах и вклю ченио ножниц для отделения от пакета очередной пачки прутков. При производстве проката в прутках мерной длины необходимо произвести торцовку пакета. Мелкие профилеразмеры проката (диамет ром до 18 мм) не торцуются из-за их иедостг точной продольной устойчивости. При установке пакета полос на ножницы a:i,i .:шоаствя первого реза руководст вуются условием ограничения длины наиболее короткого прутка в пачке, что приводит к возникновению пачки немерного проката в конце пакета в связи с непостоянством длин полос от пакета к пакету, т.е. к снижению выхода мерной продукции. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для раскроя пакета полос мелкосортного проката, содержащее блок управления рольгангом, последовательно соединенные ключ, счетчик импульсов и блок сравнения, импульсный датчик перемещения проката, соединенный с ключом, блок ключей, управляющий вход которого соединен с выходом блока сравнения, а выходы - с входами параллельной записи информации в счетчик импульсов, и блок управления ножницами, выход которого соединен с блоком управления рольгангом. Устройство работает следующим образом. Пакет, набранный из заданного котгчества полос, перемещают к ножницам и устанавливают его на ножницах таким образом, чтобы при отделении от начала пакета первой пачки прутков длина наиболее короткого пр5гтка в пачке равнялас допускаемой. Это обеспечивается благодаря вводу в счетчик импульсов числа, эквивалентного расстоянию от ножниц до жшболее удаленной от них полосы Известное устройство позволяет сократлть только допуск на длину прутков В пачке, однако не обеспечивает увел1Эт ение выхода готовой продукции в цело1уг по пакету при производстве проката в прутках мерной длины, так как при выпуске такой продукции ограничение длины наиболее короткого прутка в первой пачке приводит к возникновению пачк немерных прутков в конце пакета, Цель изобретения - увеличение выхода npoKJiTa в прутках мерной длины за счет устрсшения пачки немерного проката в конце пакета. Поставленная цель достигается тем, что в устройство для раскроя пакета полос мелкосортного проката, содержащее блок управления , последовательно соединенные ключ, счетчик импуль сов и блок сравнения, импулзьсный датчик перемещения проката, соединенный с ключом, блок ключей, управляющий вход которого соединен с выходом блока срав гения, а выходы - с входами параллельной записи информации в счетчик импупьсов, и блок управления ножницами. выход которого соединен с -б-иоком управл .ния 1юльгангом, снабжено блоком вычис- лени5 координаты начала перемещения npoKfiTa, вторым блоком ключей, инвертором, датчи} ом наличия проката на рольганге, выход которого подключен к управл5 ющему входу второго блока ключей, к ин1 ертору и к входу запуска блока управлбшия рольгангом, а также датчиком
налич:ия проката на ножницах, одновиораfopoM и схемой совпадения, входы которой сюединены с блоком сравнения и с датчкжом наличия проката на ножницах. а выход - с блоком управления ножница- 50
ми, при этом выход датчика наличия прокг та на ножницах дополнительно соединен через одновибратор с входом отключения блока управления рольгангом, выход инвертора подключен к ключу, а выход блока вычисления координаты начала перемещения проката подютючен черег; второй блок ключей к )5ходам паблок 22 сравнения сбрасывается в нулевое состояние, т.е. поспедовательно отсчитывает количество импульсов, эквивалентное длине мерного прутка. Счет
счетчиком 21 не будет отсчитано количество импульсов, равное числу М уставке блока 23 сравнения. Выходным сигналом последнего генератор 24 отклю55 чается. Счет импульсов счетчиками 2О к 21 прекращается. В этом состоянии
счетчиком 20 отсчитано количество Ь1
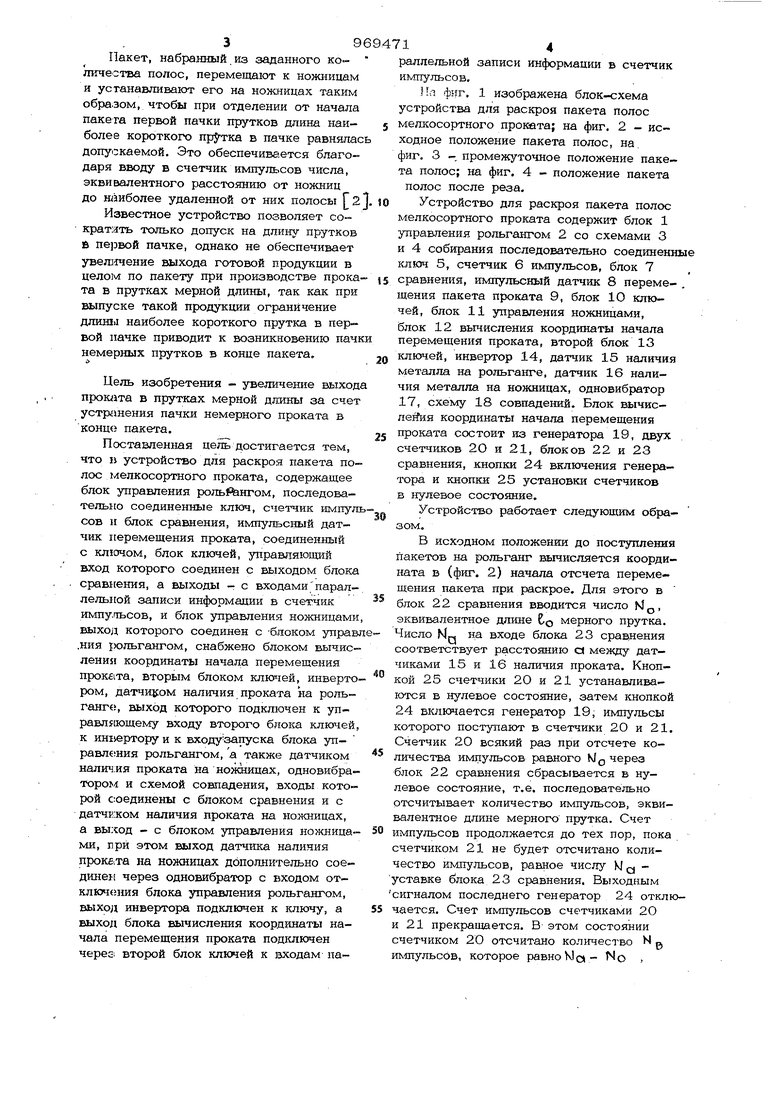
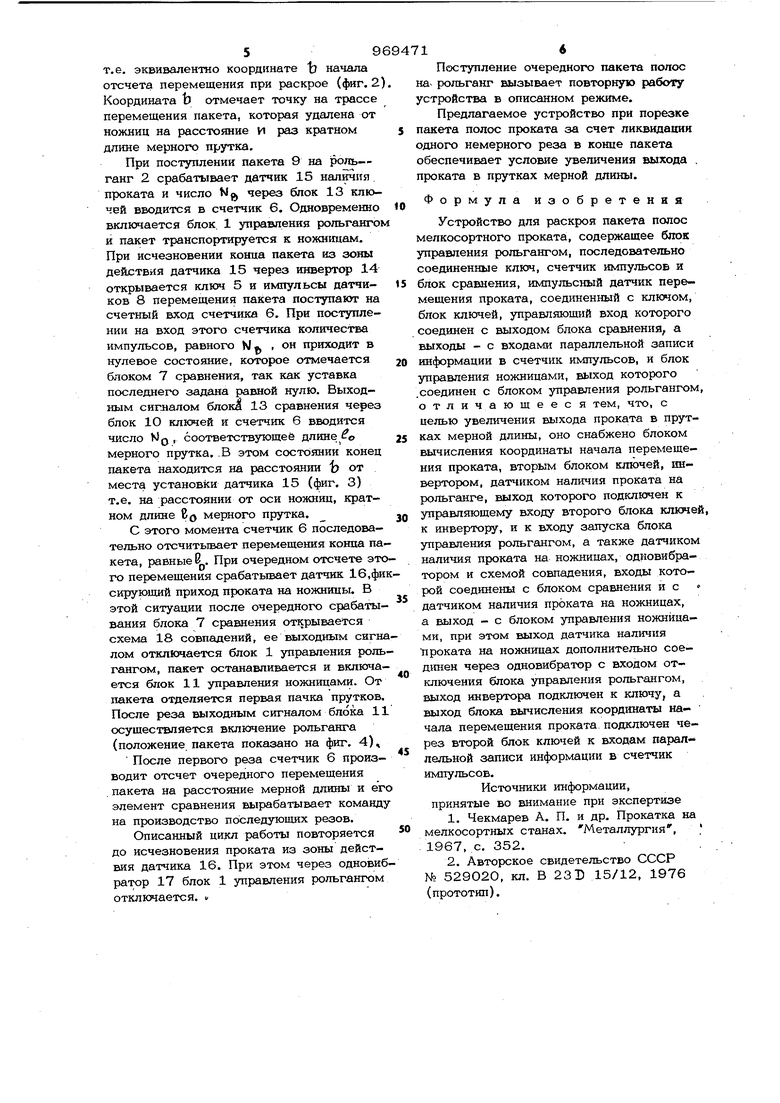
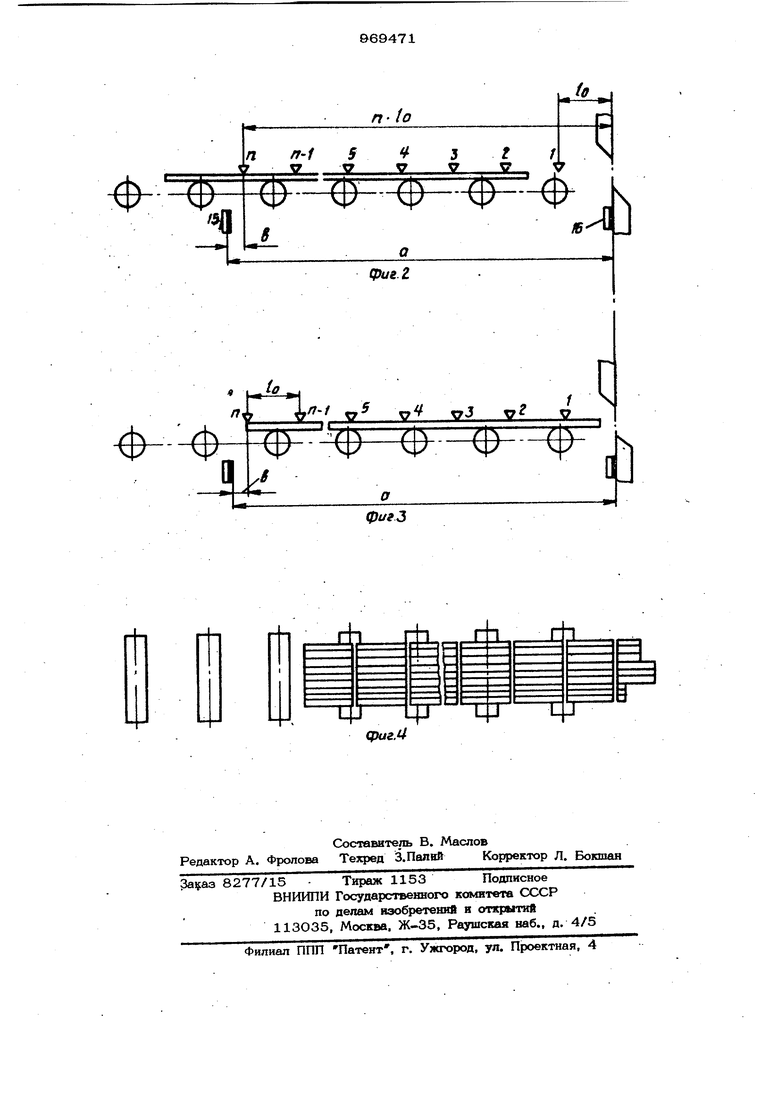
D икшульсов, которое рзавноМа- NO раллеяьной записи информации в счетчик импульсов. Ил фиг. 1 изображена блок-схема устройства для раскроя пакета полос мелкосортного проката; на фиг. 2 - исходное положение пакета полос, на фиг, 3 -, промежуточное положение пакета полос; на фиг. 4 - положение пакета полос после реза. Устройство для раскроя пакета полос мелкосортного проката содержит блок 1 управления рольгангом 2 со схемами 3 и 4 собирания последовательно соединенные ключ 5, счетчик б импульсов, блок 7 сравнения, импульсный датчик 8 переме- . щения пакета проката 9, блок 10 ключей, блок 11 управления ножницами, 12 вычисления координаты начала перемещения проката, второй блок 13 ключей, инвертор 14, датчик 15 наличия металла на рольганге, датчик 16 наличия металла на ножницах, одновибратор 17, схему 18 совпадений. Блок вычисле1й{я координаты начала перемещения проката состоит из генератора 19, двух счетчиков 2О и 21, блоков 22 и 23 сравнения, кнопки 24 включения генератора и кнопки 25 установки счетчиков в нулевое состояние. Устройство работает следующим образом, В исходном положении до поступления пакетов на рольганг вычисляется координата в (фиг. 2) начала отсчета перемещения пакета при раскрое. Для этого в блок 22 сравнения вводится число М, эквивалентное длине б мерного прутка, Число Nj-, на входе блока 23 сравнения соответствует расстоянию а между дат- чиками 15 и 16 наличия проката. Кнопкой 25 счетчики 20 и 21. устанавливаются в нулевое состояние, затем кнопкой 24 включается генератор 19, имлульсы которого поступают в счетчики 2О и 21. Счетчик 20 всякий раз при отсчете количества импульсов равного WQ через импульсов продолжается до тех пор, пока т.е. эквивалентно координате Ъ начала отсчета перемещения при раскрое (фиг. 2 Координата Ь отмечает точку на трассе перемещения пакета, которая удалена от ножниц на расстояние и раз кратном длине мерного прутка. При поступлении пакета 9 на роль-Ганг 2 срабатывает датчик 15 наличия проката и число Nji, через блок 13 ключей вводится в счетчик 6. Одновременно включается блок 1 управления рольганго и пакет транспортируется к ножницам. При исчезновении конца пакета из зоны действия датчика 15 через инвертор 14 открывается ключ 5 и импульсы датчиков 8 перемещения пакета поступают на счетный вход счетчика 6. При поступлении на вход этого счетчика количества импульсов, равного М , он приходит в нулевое состояние, которое отмечается блоком 7 сравнения, так как уставка последнего задана равной нулю. Выходным сигналом блок 13 сравнения через блок 1О ключей и счетчик 6 вводится число WQ , соответствующее длине о мерного прутка. .В этом состо5шии конец пакета находится на расстоянии Ъ от места установки датчика 15 (фиг. 3) т.е. на расстоянии от оси ножниц, кратном длине BO мерного прутка. С этого момента счетчик 6 последовательно отсчитывает перемещения конца пакета, равные В При очередном отсчете это го перемещения срабатывает датчик 16,фи сирующий приход проката на ножницы. В этой ситуации после очередного срабатывания блока 7 сравнения открывается схема 18 совпадений, ее выходным сигна лом отключается блок 1 управления роль гангом, пакет останавливается и включается блок 11 управления ножницами. От пакета отделяется первая пачка прутков. После реза выходным сигналом блока 11 осуществляется включение рольганга (положение пакета показано на фиг. 4), После первого реза счетчик 6 производит отсчет очередного перемещения пакета на расстояние мерной длины и его элемент сравнения вырабатывает команду на прюизводство последующих резов. Описанный цикл работы повторяется до исчезновения проката из зоны действия датчика 16. При этом через одновиб ратор 17 блок 1 управления рольгангом отключается. Поступление очередного пакета полос на- рольганг вызывает повторную работу устройства в описанном режиме. Предлагаемое устройство при порезке пакета полос проката за счет ликвидации одного немерного реза в конце пакета обеспечивает условие увеличения выхода проката в прутках мерной длины. Формула изобретения Устройство для раскроя пакета полос мелкосортного проката, содержащее блок управления рольгангом, последовательно соединенные ключ, счетчик импульсов и блок сравнения, импульсный датчик перемещения проката, соединенный с ключом, блок ключей, управляющий вход которого соединен с выходом блока сравнения, а выходы - с входами параллельной записи информации в счетчик импульсов, и блок управления ножницами, выход которого соединен с блоком управления рольгангом, отличающеес я тем, что, с целью увеличения выхода проката в прутках мерной длины, оно снабжено блоком вычисления координаты начала перемещения проката, вторым блоком ключей, инвертором, датчиком наличия проката на рольганге, выход которого подключен к управляющему входу второго блока ключей, к инвертору, и к входу запуска блока управления рольгангом, а также датчиком наличия проката на ножницах, одиовибратором и схемой совпадения, входы которой соединены с блоком сравнения и с датчиком наличия проката на ножницах, а выход - с блоком управления ножницами, при этом выход датчика наличия проката на ножницах дополнительно соеД1шен через одновибратор с входом отключения блока управления рольгангом, выход инвертора подключен к ключу, а выход блока вычисления координаты начала перемещения проката подключен через второй блок ключей к входам параллельной записи информации в счетчик импульсов. Источники информации, принятые во внимание при экспертизе 1.Чекмарев А. П. и др. Прокатка на мелкосортных станах. Металлургия, 1967, с. 352. 2.Авторское свидетельство СССР № 529020, кл. В 2311 15/12, 1976 (прототип).
7 хл О уо/у х х / / х х
. Jl, Цитп -L ну «...И1 « РИ МВИ И 1ИИШИ
( (р ( (
«в
:4t-€
гтОн
в
тттт
7
П
-±t
.
.JP.
21
5
фиг.
ТТЛ
iU
21
/J
n
ч
фиг г
сригМ
