Изобретение относится к прокатно му производству и может быть исполь зовано на мелкосортном стане при порезке пакета полос на прутки. ( Известен отводящий рольганг холодильника мелкосортного стана, предназначенный для транспортирован пакета полос от-холодильника к ножницам холодной резки, где от пакета последовательно отделяются пачки прутков мерной длины 1. Данный отводящий рольганг работает со сбоями, вызванными заклиниванием приводных роликов из-за неудовлетворительной конструкции соед нительных муфт между роликом и его приводным двигателем. Наиболее близким к предлагаемому является отводящий рольганг холодил ника мелкосортного стана, содержащи приводные ролики, установленные в проемах рамы. В исходном состоянии пакет полос поступает от холодильника на отводя щий рольганг. Последовательными включениями последнего обеспечивает ся подача пакета к стационарным нож ницам холодной резки, где от него отделяю.тся очередные пачки прутков мерной длины 2. Недостаток известного отводящего рольганга состоит в том, что при транспортировании пакета находящиес в нем полосы смещаются одна относительно другой. Такое взаимное продольное смещение полос возникает вследствие непостоянства диаметра роликон по длине их бочки из-за неравномерного износа роликов лри дли тельной работе . Смещение полос затрудняет торцов ку пакета перед порезкой и снижает точность порезки, т.е. точность дли ны мерных прутков. Цель изобретения - исключение взаимного смещения проката в пакете при его транспортировке. Поставленная цель достигается тем, что отводящий рольганг холодильника мелкосортного стана, содер жащий приводные ролики, установлен; ные в проемах рамы, снабжен каретко установленной над рольгангом с возможностью ее перемещения вдоль оси транспортировки и снабженной захват ным органом, подпружиненным относительно нее. На фиг.1 изображен предлагаемый рольганг, вид в плане; на фиг.2 вид А на фиг. 1; на фиг.. 3 - вид Б на фиг.1.. Отводящий рольганг для транспортирования пакета 1 проката от холодильника 2 к стационарным ножницам 3 содержит приводные двигатели 4 ро ликов 5, установленных в прорезях рамы 6 с боковыми стенками 7, установленную на направляющих 8 каретку 9,. снабженную приводом 10 перемещения и прикрепленным к ней электромагнитом 11 на пружинной подвеске 12. Устройство работает следующим образом. В исходном положении каретка 9 находится на расстоянии S от оси реза стационарных ножниц 3.,- электромагнит 11 обесточен и под действием пружинной подвески 12 располагаетсй над несущей поверхностью отводящего рольганга с зазором tf , превыщающим толщину полос проката. Набранный на холодильнике 2 пакет полос проката транспортируется к стационарным ножницам 3 между боковыми стенками 7 рамы 6, проходит под электромагнитом 11 в поле зазора сГ и устанавливается роликами 5 отводящего рольганга на оси реза стационарных ножниц для производства зачистного реза передней части пакета. После производства зачистного реза пакет 1 занимает положение, показанное на фиг.1. Для того, чтобы отделить от пакета первую пачку прутков мерной длины, необходимо переместить пакет через ось реза стационарных ножниц на расстояние, равное длине мерного прутка. Перед выполнениемтакого перемещения электромагнит 11 включается и притягивается к пакету 1, обеспечивая фиксацию полос в пакете относительно друг друга. Затем включаются приводные двигатели 4 роликов 5 отводяшего рольганга, и пакет перемещается к стационарным ножницам 3 в направлении, указанном стрелкой, каретка 9 с включенным электромагнитом 11 перемещается coBMecTHO с пакетом 1. После отработки перемещения, равного длине мерного прутка, приводные двигатели 4 роликов рольганга отключаются, пакет проката останавливается, включаются стационарные ножницы 3 и от пакета отделяется пачка прутков мерной длины. В течение времени отведения отрезанной пачки прутков от стационарных ножниц осуществляется возврат каретки 9 в исходное положение. Нри этом электромагнит 11 отключается и под действием пружиннойподвески. 12 устанавливается с зазором сЛ к несущей поверхности рольганга, включается двигатель 10 возврата каретки в исходное положение, при достижении которого он отключается и каретка останавливается. Отводящий рольганг подготовлен к очередному перемещению пакета для отделения от него второй пачки прутков. В дальнейшем описанный цикл работы ПОЕТ ор я ет с я.
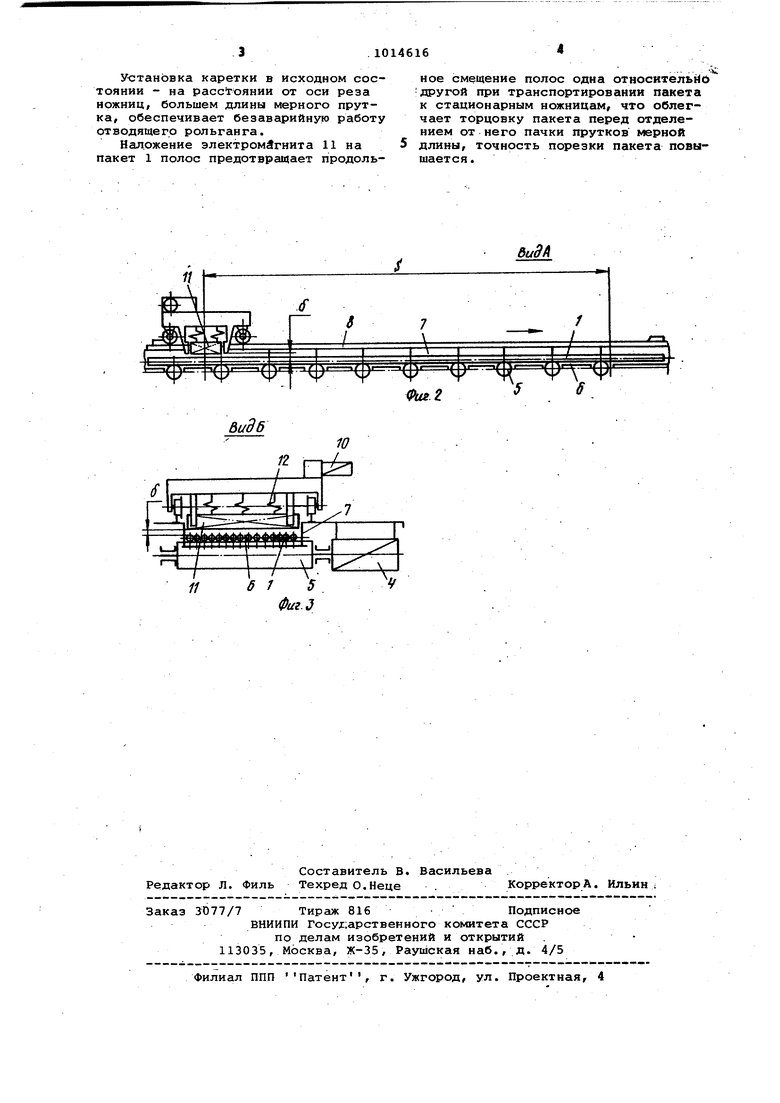
Установка каретки в исходном состоянии - на расстоянии от оси реза ножниц, большем длины мерного прутка, обеспечивает безаварийную работу отводящего рольганга.
Наложение электромагнита 11 на пакет 1 полос предотвращает продольное смещение полос одна относительйо другой при транспортировании пакета к стационарным ножницам, что облегчает торцовку пакета перед отделением от него пачки прутков мерной длины, точность порезки пакета повышается .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сортового проката | 1987 |
|
SU1468616A1 |
| Устройство для резки проката | 1981 |
|
SU977120A1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| Устройство для раскроя пакета полос мелкосортного проката | 1981 |
|
SU969471A1 |
| Устройство для точного останова полос на холодильнике мелкосортного стана | 1981 |
|
SU1002060A1 |
| ХОЛОДИЛЬНИК ДЛЯ ПРОКАТА | 1998 |
|
RU2131315C1 |
| Клапанный сбрасыватель проката | 1978 |
|
SU774652A1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| Устройство для сортировки мелкосортного проката | 1979 |
|
SU867537A1 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
ОТВОДЯЩИЙ РОЛЬГАНГ ХОЛОЙИЛЬНИКА МЕЛКОСОРТНОГО СТАНА, содержаний приводные ролики, установленные в проемах рамы о. т л и ч а ю « и йс я тем что, с целью исключения взаимного смацения проката в пакете при его транспортировке он/ снабжен кареткой, установленной над рольган- гом с возможностью ,ее перемещения , вдоль оси транспортировки и снабженной зг1хватным органом,, подпружинен, ным относительно нее. 4 ф
7
Фиг2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Левченко Л.Н., Гуров А.А., Машкйн Л.Ф | |||
| Интёнсификгщия производства мелкосортного проката на непрерьшных станах | |||
| Киев, Техника | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Чекмарев А.П | |||
| и др | |||
| Прокатка на мелкосортных станах | |||
| Металлургия , 1967, с | |||
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
| : | |||
