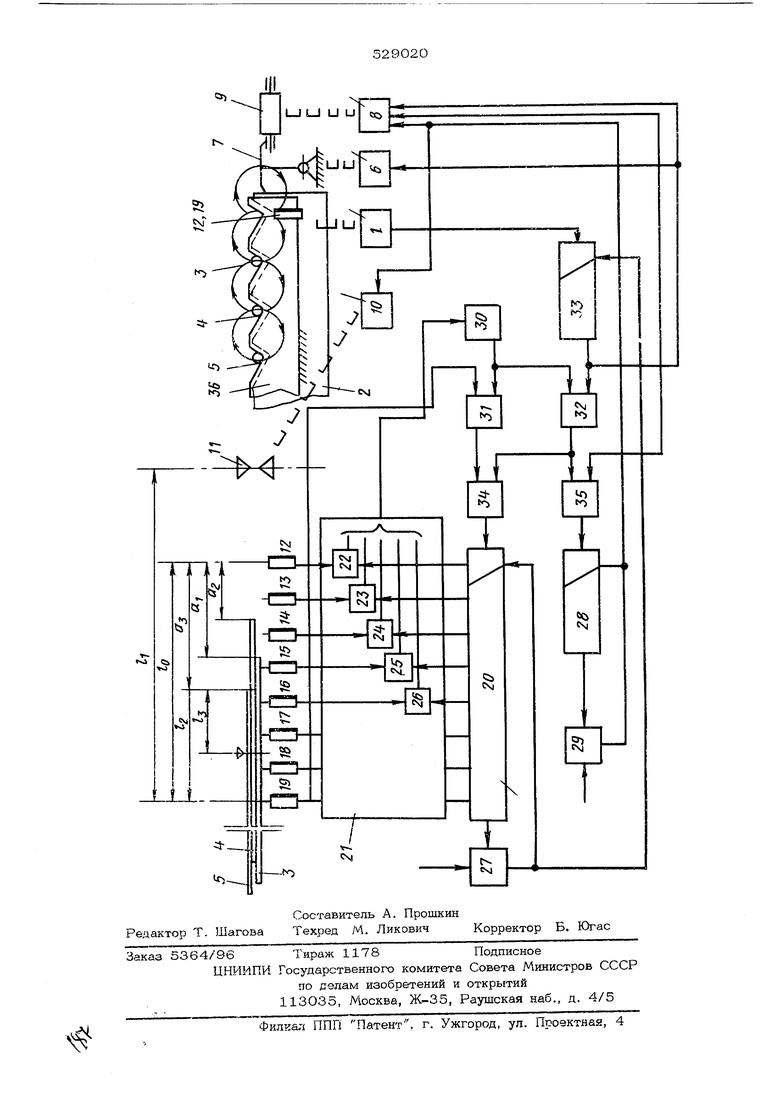
VA нуль этого счетчика к )1одкяючен ко входам схем управления привоцами нолшици рольгаН Га, г-енератором импульсов, сБяоанньтм по управляющему входу с дешифратором, и двумя элементами И на выходе генератора, управляющие входы 7соторых подключены соответственно к наиболее удаленному от ножнкц датчику и к счетчику числа срабатываний привода перекладывающей решетки, а их выходы подключены к счетчикам измерителей Применение предлагаемого изобретения позволяет уменьшить потери проката за счет обеспечения при первом резе пакета прутков наиболее короткий из которых раввн допуска емой длине, а остальные также предельно ко ротки с учетом принятого ограничения на по резку начала пакета. На чертеже изображено предлагаемое уст ройство. Оно содержит схему управления приводом перекладывающей рещетки 2 с ручьями размещения полос 3,4,5 и т.д, схему управления 6 приводом пакетировщика 7; схему управления 8 рольгангом 9; схему управления 10 стационарными ножницами 11; датчи ки 12-19 положения начал полос перед ножницами, установленные на участке возможного положения начал полос в последнем ручье решетки и срабатывающие при нахождении над ними полосы проката; счетчик 2О отсчета числа несработавщих датчиков на нахожде} ии в решетки, наиболее удаленной от ножниц лслось: 5. с дешифратором 21 из набора элементов совпадений 22-26 и т.д. и элементом сравнения 27, уставка которог-о соответствует длине участка датчиков; счетчик 28 отсчета перемещения наиболее удаленной от ножниц полосы 5 к ножницам 11 относительно наиболее удаленного от ножниц датчика 19, снабженный на выходе элементом сравнения 29, уставка которого соответствует сумме расстояния 2. от датчика 19 до ножниц 11 и допускаемой дли не Е; прутка с координатой v первого реза пакета; генератор 30 счетных импульсов, управляемый дешифратором 21; две схемы И 31 и 32, коммутирующие выход генераоора; счетчик 33 числа срабатываний привода подвижной решетки и две схемы АНИ 34 и 35, имеющих вспомогательное назначение, и неподвижную часть 36 переклацывающей решетки 2. Устройство работает следующим образом. Перед началом работы счетчики 20, 28 и 33 сброшены на нуль, схемы управлени5: приводами механизмов отключены, а генератор 30 вырабатывает счетные импульсы, так- как отсутствует отключающий его скгНйл на выходе дешифратора 21. Схемы И 31 и 32 закрыты и не пропускают счет. ные импульсь( reHepiaTOpa к счетчикам 2О и 28. Операто э включает схему управления приводом 1 перекладываюа ей решетки 2, она совершает круговые двимения в направлении, указанном стрелками, а полосы 3,4,5 кт.п,, находящиеся до этого в ручъях неподвижной части 36 перекладывающей решетки 2, начи.нают перемещаться в поперечном направлении, попадая поочередно в последний ручей перекладывающей решетки, вдоль которого размещены датчики 12-19 по.юженкл начал полос. Всякий раз при установке в последний ручей очередной полосы срабатывает наиболее удаленный от ножниц датчик 19, и схема И 31 открывается. Счетные имлульсь; генератора 30 через схемы и ИЛИ 34 поступают на вход счетчика 20. Счетчик начинает счет импульсов и на его выходах, при этом на входах элементов совпадений 22, 23, 24 и т.д. дешифратора 21 последогзетельно появляются сигналы 1 . В случае нахождения в ручье решетки полосы 3 счетчик 20 продолжает счет импульсов до появления на егс выходе, соответствующем входу схемы совпадения 25, сигнала 1. Включение элементов совпад.ений 25 приводит к срабатыванию дешифратора 21 и к отключению генератора 30. При таком отсчете счетчик 20 накапливает число импульсов, пропорциональное расстоянию О. начала полосы 3 от ближайшего к ножницам датчика. При наборе пакета схема управления приводом 1 перекладывающей решетки 2 остается включенной и полоса 3 покидает последний ручей рещетки, попадая на пакетировщик 7, а ее место в последнем ручье занимает следующая за ней полоса 4. В момент очередного перекладывания полос генератор 30 снова включается, но счет импульсов не происходит, так как схема И 31 закрывается при отсутствии полосы над датчиком 19. Описанный характер работы сохраняется при последовательном нахождении в последнем ручье полос 4,5 и т.д. Па полосе 4 счетчик 20 сохраняет число импульсов, соответствующее полосе 3. так как датчик 14 блиясе к нолшицам, чем датчик 15(0-2 на полосе 5 счетчик отсчитывает число, соответствуюшее координат 0.5 есть число импульсов, пропорциональное расстоянию наиболее удаленной от ножниц полосы 5 относительно ближайшего к ножницам датчика. После совершения решеткой заданного числа перекладываний, т.е. после накопления на пакетировщике требуемого числа полос, срабатывает счетчик 33 отсчета числа срабатываний привода перекладывающей решетки и на его выходе появляется сигнал разрешения вкл ;1чекия схемы И 32. В момент перекладки на пакетировщик 7 последней полосы Б набираемо;- пакете включается генератор 30 и соответстйенно по цепям схем И 32 34, И 32 - ИЛИ- 35 включа зтся счетчихи 20 и 28. Счетчик. 2О осуществляет счет импугсьсоБ до срабатывания элемента сравнения 27, уставка которого соответствует длине Q -частка установки датчиков. При срабатывании элемента сравнения 2 счетчик 20 к 33 сбрасываьотся на нуль, а схема И 32 закрывается. В счетчике 28 при этом фиксируется число импульсов, пропорциональное расстоянию Е начала наиболее удаленной от ножниц полосы 5 iO наиболее удаленного от них датчика 19. При наборе г;акета из требуемого числа полос командой счетчика 33 включается схема управления приводами пакетировщика 7 и рольганга 9. Пакет полос поступает на роль ганг и начинает перемещаться к ножницам. При этом их схемы управления 8 приводом рольганга через схему ИЛИ 35 на вход счетчика 28 поступают импульсы, число которых пропорционально перемещению пакета полос. Счетчик 28 отсчитывает перемещение пакета к ножницам до срабатывания элемента сравнения 29. Включение последнегх вызывает сброс счетчика 28 на нуль, остановку рольганга и включение схемы управления приводом 10 ножниц 11 для производства первого реза. В связи с тем, что уставка элемента сравнения 29 соответствует сумме ( 6 ) расстояний 6 от наиболее удаленного датчика 19 до ножниц 11 и допускаемой длины iJ прутка, пакет останавливается так, что плоскость резания ножниц совмещается с координатой v и от наиболее удаленной от ножниц полосы 5 при первом резе отделяется пруток длиной этом цикл работы устройства заканчивается. При наборе следующего пакета полос описанный режим работы повторяется. и а о б р е т е к и я Ф о р м у Устройство для управления порезкой стационарными ножницами пакета мелкосортного проката па прутки, содержащее схемь; управления приводами пакетировщика, рольганг-а, ножниц и перекладывающей решетки с ру1ьями для размещения проката, а также счетчнк числа срабатываний привоза перекладываюшей решетки, выход которого подключен ко входам схем управления приБода.-га пакетировщика и. рольганга, отличающееся тем, что, с яепью сокращения допуска по л пине при первом резе пакет-а проката на прутки, оно снабжено измерителем положения передних концов проката, состоящим из датчиков положения передних концов проката, установленных Б последнем ручье перекладывающей решетки перед ножницами, один из которы.х наиболее удален от них, счетчика с элементом сравнения, выход ко1орого подключен ),:о входам сброса на нуль этого счетчика и счетчика числа срабатываний привода перкладывающей решетки, дешифратора , включенного между счетчиком измерителя положения передних концов проката к датчиками, измерителем перемещения наиболее удаленного от ножниц проката, состоящим из счетчика с элементом сравнения, выход которого объединен со вxoдo 1 сброса на нуль этого счетчика и подключен ко входам схем управления приводами ножниц и рольганга, генератором импульсов, связанным по управляющему входу с дещифратором, и двумя элементами И на выходе генератора, управляющие выходы которых подключены соответственно к наиболее удаленному от ножниц датчику и к счетчику числа срабатываний привода перекладывающей рещетки, а их выходы подключены к счетчикам измерителей. Источники информации, принятые во внимание при экспертизе ; 1. Гетманец В.В. Эксплуатация непрерывных мелкосортных станков. Металлургия, 1965, с. 125-133.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя пакета полос мелкосортного проката | 1981 |
|
SU969471A1 |
| Устройство для управления набором пакета полос перед ножницами сортового стана | 1984 |
|
SU1219194A1 |
| Устройство управления перемещением пакета полос мелкосортного проката при порезке на стационарных ножницах | 1983 |
|
SU1109207A1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| Устройство для раскроя пакетовСОРТОВОгО пРОКАТА | 1978 |
|
SU801991A1 |
| В П Т Б | 1973 |
|
SU395139A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство определения положения линейно перемещающегося объекта | 1976 |
|
SU656683A1 |
| Способ повышения скорости прокатки на мелкосортном прокатном стане и устройство для его осуществления | 1978 |
|
SU910248A1 |
| Устройство для управления механизмом сброса прутков на холодильник сортового стана | 1976 |
|
SU595027A1 |
b
v
