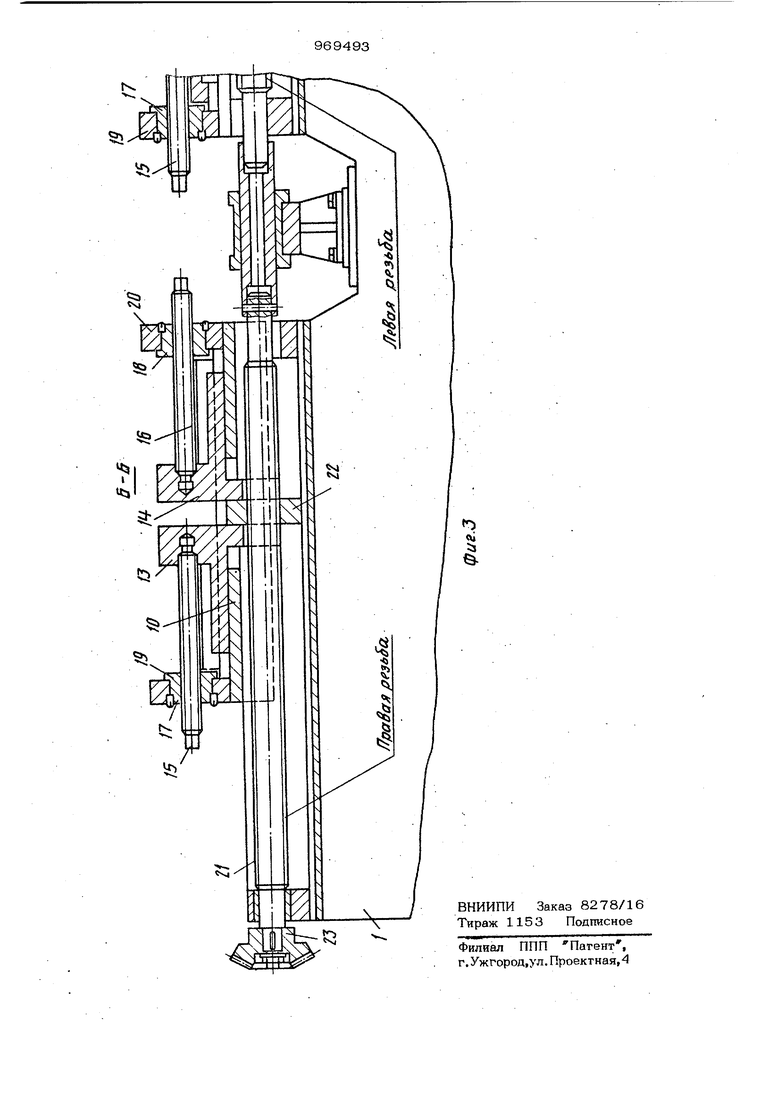
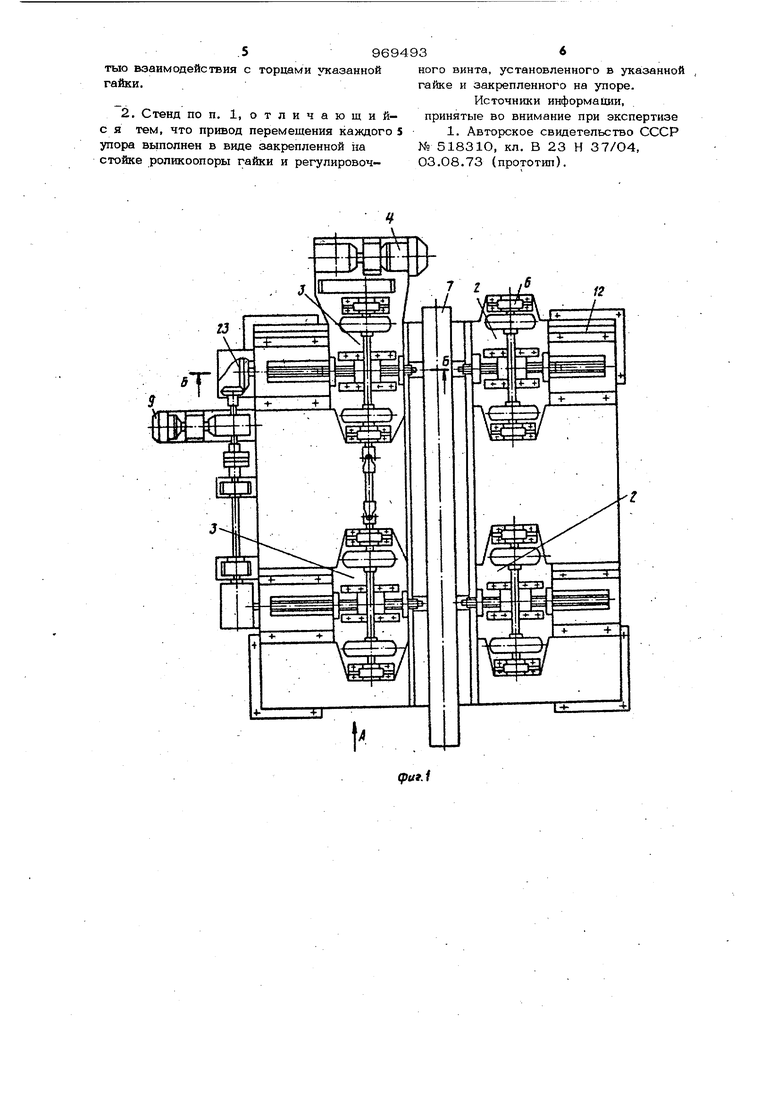
.Привод перемещения каждого упора вы полнен в виде закрепленной на стойке роликорпоры гайки и регулировочного винта, установленного в указанной и закрепленного на упоре. На фиг. 1 изображен стенд, ввд в плане; на фиг. 2 - вид по ; А на фиг, 1; на фиг. 3 - разрез Б-Б на фиг. 1 Стенд роликовый состоит из основания 1, на котором установлены две холостые 2 и две приводные 3 роликоопоры. Привод 4 для , вращения приводныхроликоопор и привод 5 для перемещения стоек 6 роликоопор в плоскости, перпендикулярной продольной оси стенда, консольно закреплены на основании 1. Вдоль продольной оси стенда установлена флюсовая подущка с приводом 8. Стойка 6 каждой роликоопоры, несущая два ролика 9, жестко закреплена на ползуне 10, который установ лен в направляющих 11. Направляющие 1 закреплены на основании 1 и снабжены линейками 12. В ползуне 10 имеется паз, в котором установлены два приводных,упора 13 и 14 Упоры имеют сложную конфигурацию. В гнездах, имеющихся в их верхней части, установлены регулировочные винты 15 и 16. Посаженные на противополбжные, концы винтов гайки 17 и 18 закреплены на кронштейнах 19 и 2О. Последние жестко смонтированы на ползуне 10. В нижней части упоры 13 и 14 имеют С-образный паз, через который проходитходовой винт 21. Стойки холостой и приводной роликоопор между собой связаны ходовым винтом 21с правой и левой резьбой, на который навинчены соответственно две ходовые гайки 22, установленные между упорами 13 и 14. Винт 21 приводится во вращение от привода 5 через коническую пару 23. На роликоопоры установлена обечайка 24. Стенд работает следующим образом. В зависимости от диаметра изделия роликоопоры предварительно выставляют по мерным линейкам 12. Для этого включают привод 5, через коническую пару 23 вращение передается винту, ходовая гайка 22, установленная на винте 21 между упорами 13 и 14, начинает перемещаться вправо (или влево), и-тем самым через упор 13 (или упор 14) ползун 10 и установленные на нем ролики 9 соответственно перемещаются вправо или влево до необходимого деления на мерных линейках. Затем привод 5 отключают. Изза погрещностей, имеющих место при изготовлении и монтаже зубчатых передач, валов, муфт, роликоопоры останавливают ся на разных делениях относительно мерных линеек. Для корректирования положения роликоопор необходимо одну пару из них переменить. Для перемещения роликов, например, вправо упор 13 перемещают относительно гайки 22 на нужную величину корректирования путем вывертьюания винта 15, установленного в гайке 17 кронштейна 19. Затем, ввертьшая винт 16 упора 14, создают усилие, реакция которого через упор 14, ходовую гайку 22, гайку 18 и кронщтейн 20 переместит ползун 10 с роликоопорой относительно ходовой гайки 22 на величину, установленную упором 13. После этого краном устанавливают обечайку 24 на стенд роликовый таким образом, чтобы щов обечайки располагался симметрично относительно флюсовой по- дущки 7. Включив привод 8, поджимают :флюсовую подущку К изделию и производят сварку корня щва. . Для сварки продольного наружного щва обечайки включают привод 4, поворачивают обечайку 24 в положение, удобное для сварки, т. е. стьпсом вверх, и осуществляют сварку. Благодаря тому, что роликоопоры стенда установлены с возможностью корректирования их положения, удается повысить качество сварки изделий за счет исключения винтового эффекта при сборке и кантовании изделия. Формула изобретения 1. Стенд для вращения цилиндрических изделий при сварке, содержащий установленные на основании холостые и приводные роликоопоры, стойки которых установлены с возможностью перемещения в плоскости перпендикулярной продольной оси стенда, посредством ходового винта, смонтированного на основании, и гайки, установленной в стойке, отличающийся те.м, что, с целью повьпиения качества сварки путем корректирования положения изделия в процессе сварки, каждая стойка роликоопоры установлена с возможностью корректировочного перемещения относительно ходовой гайки, и снабжена двумя приводными упорами, установленными с возможностью перемещения относительно стойки вдоль оси ходового винта и расположенными по обе стороны относительно ходовой гайки с возможноетью взаимодействия с торцами указанной гайки.
2, Стенд по п. 1, о т л и ч а ю щ и йс я тем, что привод перемещения каждого 5 упора выполнен в виде закрепленной iia стойке роликоопоры гайки и регулировочного винта, установленного в указанной гайке и закрепленного на упоре.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №518310, кл. В 23 Н 37/О4, 03,08.73 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки внутренних продольных швов обечаек | 1976 |
|
SU610647A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Стенд для сборки и вращения цилиндрических изделий при сварке | 1984 |
|
SU1247219A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Устройство для образования флюсовой подушки | 1981 |
|
SU961890A1 |
| СТЕНД ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ТРУБ | 1994 |
|
RU2089366C1 |
| Устройство для вращения изделия при сварке | 1982 |
|
SU1098733A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| Роликовый стенд | 1983 |
|
SU1243927A1 |