Изобретение относится к механизации и автоматизации сборочно-сварочных процессов, а именно к автоматическим линиям для сварки обечаек, и может быть использовано в производстве цилиндрических изделий в любой отрасли промышленности.
Цель изобретения - повышение производительности путем снижения времени на передачу обечаек.
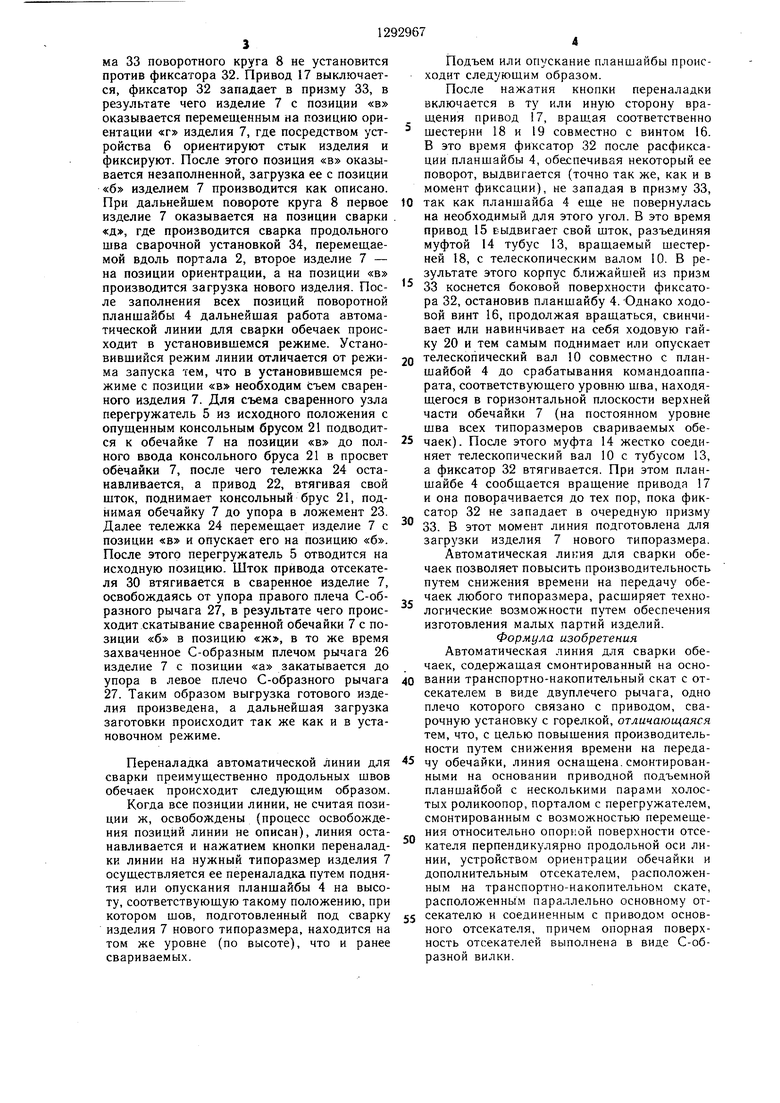
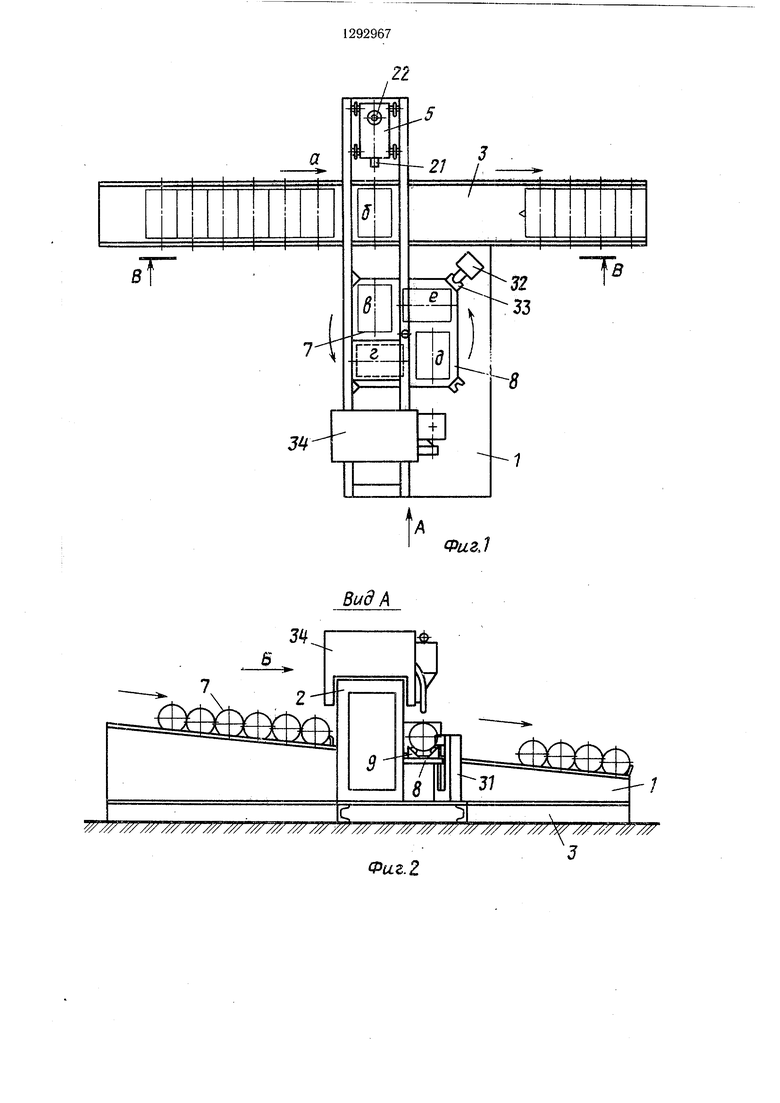
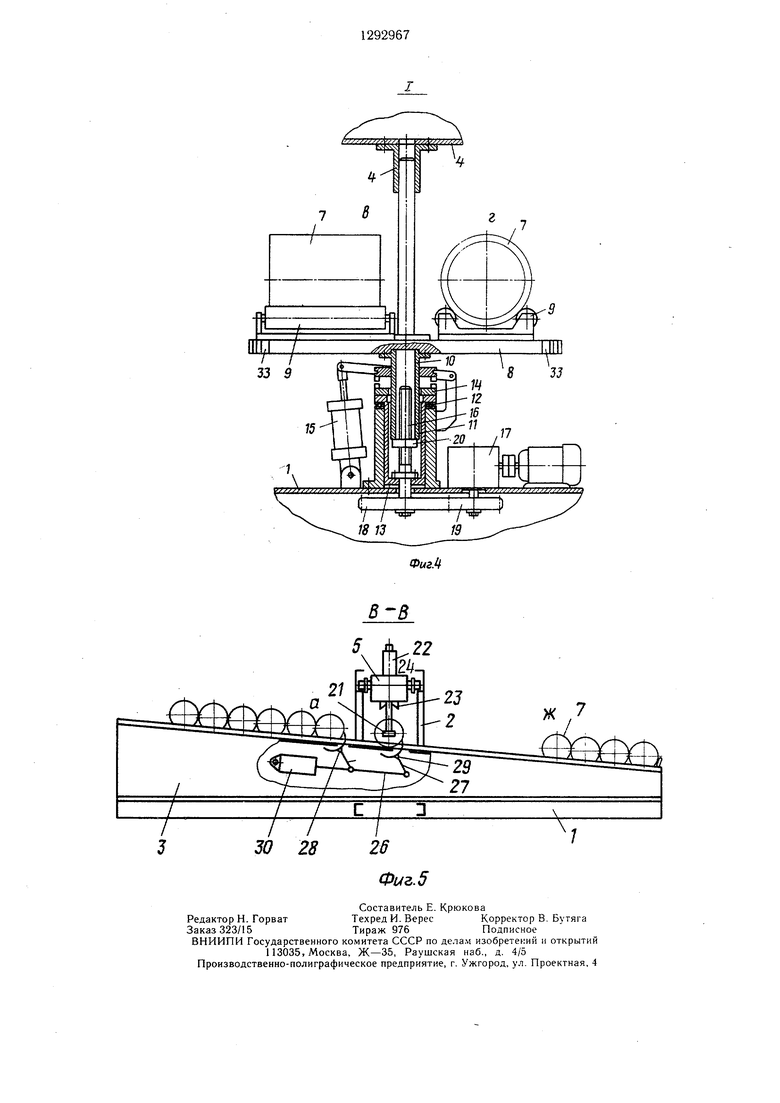
На фиг.1 показана автоматическая линия для сварки обечаек, вид в плане; на фиг.2 - вид А на фиг. 1; на фиг.З - вид Б на фиг.2; на фиг.4 - узел I на фиг.З; на фиг.5 - разрез В-В на фиг.1.
Автоматическая линия для сварки обечаек содержит смонтированные на основаматериала, с необходимой разделкой под сварку. Дальнейшее скатывание обечаек 7 с позиции а преграждено правым плечом С- образной гребенки рычага 26. После этого шток привода 5 втягивается, поворачивая
двуплечие рычаги 26 и 27 таким образом, что левые С-образные плечи рычагов выдвигаются выше рабочей плоскости ската 3, а правые утапливаются. В результате этого ближайшая к позиции перегрузки «б обе10 чайка 7 скатывается до левого плеча С-об- разного рычага 27. При последуюш,ем переключении, т. е. выдвижении штока, привода 15 над рабочей плоскостью ската 3 выдвигаются правые плечи С-образных рычагов 26 и 27. В результате этого ближайшая к понии 1 портал 2, транспортно-накопитель- зиции перегрузки «б обечайка 7 скатывается вый скат 3, приводную подъемную план- на позицию «б до правого плеча рычага 27,
а заготовки под сварку (обечайки 7) с вальцовки - до правого плеча рычага 26. В это
время перегружатель 5 находится на исходнесколькими парами холостых роликоопор 9. Поворотный круг 8 закреплен на телескопическом валу 10. Телескопический вал 10 одним своими концом 11 размещен в подшайбу 4.
На портале 2 смонтирован перегружатель 5 и устройство 6 для ориентации изделия (обечайки) 7. Приводная подъемная jo позиции (в крайне левом положении планшайба 4 содержит поворотный круг 8 с портала 2). В исходном положении шток
привода 22 выдвинут так, что жестко закрепленный на нем консольный брус 21 опуш,ен вниз до конца хода его привода 22 вертикального перемещения. Для захвата издешипнике 12 тубуса 13. Телескопический вал 25 лия 7 с позиции «б тележка 24 пере- 10 с тубусом 13 соединен сцепной муф- гружателя 5 перемещается вдоль портала 2 той 14 с приводом 15, а тубус 13 снаб- до полного ввода консольного бруса 21 в жен жестко закрепленным в нем ходовым просвет обечайки 7, находящейся на пози- винтом 16, связанным с приводом 17 зуб-ции «б. После этого тележка 24 перегручатыми колесами 18 и 19, а телескопи- жателя 5 останавливается, а привод 22, ческий вал 10 снабжен ходовой гайкой 20, втягивая свой шток, поднимает консольный установленной на нем жестко и боосно. За- брус 21, который в свою очередь поднимает
обечайку 7 до упора в ложемент 23 тележки 24 перегружателя 5. Далее тележка 24 перемещает зажатое между консольным брусом 21 и ложементом 23 вдоль портала 2 изделие 7, холостую роликоопору 9 поворотного круга 8. На позиции «в консольный брус 21 приводом 22 опускается, высвобождая обечайку 7 из захвата, образованного консольным брусом 21 и ложеменна шарнирах 28 и 29. Двуплечий рычаг 26- 40 том 23 перегружателя 5, укладывая изделие 7 связан с приводом 30 непосредственно, а на роликоопору 9. После этого перегружатель 5 тележкой 24 отводится в исходное положение. Уложенное на роликоопоры 9, изделие 7 поворотом планщайбы 4 перемехват перегружателя 5 выполнен в виде консольного бруса 21, жестко связанного с приводом вертикального перемещения 22 и ложемента 23, укрепленных на тележке 24, установленной с возможностью перемещения вдоль портала 2. На транспортно-нако- пительном скате 3 имеется отсекатель 25. Отсекатель 25 выполнен в виде пары двуплечих рычагов 26 и 27, установленных
35
щается на позицию «г.
рычаг 27 - тягой 31. Второе плечо каждого рычага 26 и 27 выполнено в виде С-об- разной гребенки. Фиксация поворота планшайбы 4 производится фиксатором 32 в призмах 33, жестко установленных на план- 5 Поворот планщайбы 4 происходит сле- шайбе 4. На портале 2 смонтирована сва- дуюшим образом.
В исходном положении поворотный круг 8 планшайбы 4 находится в зафиксированном состоянии, так как фиксатор 32 находится в призме 33. Для поворота крурочная установка с горелкой 34.
Автоматическая линия имеет технологические позиции: накопления изделий под сварку «а, перегрузки «б, загрузки «в.
ориентации «г, сварки «д, резервная «е и га 8 фиксатор 32 расфиксирует призму 33,
включается привод 17, передающий вращение ходовому винту 16. При этом шток привода 15 втянут, сцепная муфта 14 включена, жестко соединяя телескопический вал 10
накопления сваренных обечаек «ж.
Автоматическая линия для сварки продольных швов обечаек работает следующим образом.
Когда ни одна позиция линии не загру- с тубусом 13. В результате такого включе- жена, на позицию накопления «а, с рабо- ния сцепной муфты 14 телескопический вал чего места вальцовки по накопительному ска- 10 поворачивается приводом 17 вместе с туту 3 поступают обечайки 7 из листового бусом 13 до тех пор, пока следующая призматериала, с необходимой разделкой под сварку. Дальнейшее скатывание обечаек 7 с позиции а преграждено правым плечом С- образной гребенки рычага 26. После этого шток привода 5 втягивается, поворачивая
двуплечие рычаги 26 и 27 таким образом, что левые С-образные плечи рычагов выдвигаются выше рабочей плоскости ската 3, а правые утапливаются. В результате этого ближайшая к позиции перегрузки «б обе0 чайка 7 скатывается до левого плеча С-об- разного рычага 27. При последуюш,ем переключении, т. е. выдвижении штока, привода 15 над рабочей плоскостью ската 3 выдвигаются правые плечи С-образных рычагов 26 и 27. В результате этого ближайшая к по зиции перегрузки «б обечайка 7 скатывается на позицию «б до правого плеча рычага 27,
время перегружатель 5 находится на исход позиции (в крайне левом положении портала 2). В исходном положении шток
щается на позицию «г.
Поворот планщайбы дуюшим образом.
га 8 фиксатор 32 расфиксирует призму 33,
включается привод 17, передающий вращение ходовому винту 16. При этом шток привода 15 втянут, сцепная муфта 14 включена, жестко соединяя телескопический вал 10
ма 33 поворотного круга 8 не установится против фиксатора 32. Привод 17 выключается, фиксатор 32 западает в призму 33, в результате чего изделие 7 с позиции «в оказывается перемещенным на позицию ориентации «г изделия 7, где посредством устройства 6 ориентируют стык изделия и фиксируют. После этого позиция «в оказывается незаполненной, загрузка ее с позиции «б изделием 7 производится как описано. При дальнейшем повороте круга 8 первое изделие 7 оказывается на позиции сварки «д, где производится сварка продольного шва сварочной установкой 34, перемещаемой вдоль портала 2, второе изделие 7 - на позиции ориентрации, а на позиции «в производится загрузка нового изделия. После заполнения всех позиций поворотной планщайбы 4 дальнейщая работа автоматической линии для сварки обечаек происходит в установивщемся режиме. Устано- вивщийся режим линии отличается от режима запуска тем, что в установившемся режиме с позиции «в необходим съем сваренного изделия 7. Для съема сваренного узла перегружатель 5 из исходного положения с опущенным консольным брусом 21 подводится к обечайке 7 на позиции «в до полного ввода консольного бруса 21 в просвет обечайки 7, после чего тележка 24 останавливается, а привод 22, втягивая свой шток, поднимает консольный брус 21, поднимая обечайку 7 до упора в ложемент 23. Далее тележка 24 перемещает изделие 7 с позиции «в и опускает его на позицию «б. После этого перегружатель 5 отводится на исходную позицию. Шток привода отсекате- ля 30 втягивается в сваренное изделие 7, освобождаясь от упора правого плеча С-об- разного рычага 27, в результате чего происходит скатывание сваренной обечайки 7 с позиции «б в позицию «ж, в то же время захваченное С-образным плечом рычага 26 изделие 7 с позиции «а закатывается до упора в левое плечо С-образного рычага 27. Таким образом выгрузка готового изделия произведена, а дальнейшая загрузка заготовки происходит так же как и в установочном режиме.
Переналадка автоматической линии для сварки преимущественно продольных швов обечаек происходит следующим образом.
Когда все позиции линии, не считая позиции ж, освобождены (процесс освобождения позиций линии не описан), линия останавливается и нажатием кнопки переналадки линии на нужный типоразмер изделия 7 осуществляется ее переналадка путем поднятия или опускания планшайбы 4 на высоту, соответствующую такому положению, при котором шов, подготовленный под сварку изделия 7 нового типоразмера, находится на том же уровне (по высоте), что и ранее свариваемых.
Подъем или опускание планшайбы происходит следующим образом.
После нажатия кнопки переналадки включается в ту или иную сторону вращения привод 17, вращая соответственно
шестерни 18 и 19 совместно с винтом 16. В это время фиксатор 32 после расфикса- ции планшайбы 4, обеспечивая некоторый ее поворот, выдвигается (точно так же, как и в момент фиксации), не западая в призму 33,
так как планшайба 4 еще не повернулась на необходимый для этого угол. В это время привод 15 выдвигает свой шток, разъединяя муфтой 14 тубус 13, вращаемый шестерней 18, с телескопическим валом 10. В результате этого корпус ближайшей из призм
33 коснется боковой поверхности фиксатора 32, остановив планщайбу 4. Однако ходовой винт 16, продолжая вращаться, свинчивает или навинчивает на себя ходовую гайку 20 и тем самым поднимает или опускает
телескопический вал 10 совместно с план- щайбой 4 до срабатывания командоаппа- рата, соответствующего уровню щва, находящегося в горизонтальной плоскости верхней части обечайки 7 (на постоянном уровне щва всех типоразмеров свариваемых обечаек). После этого муфта 14 жестко соединяет телескопический вал 10 с тубусом 13, а фиксатор 32 втягивается. При этом план- щайбе 4 сообщается вращение привода 17 и она поворачивается до тех пор, пока фиксатор 32 не западает в очередную призму 33. В этот момент линия подготовлена для загрузки изделия 7 нового типоразмера. Автоматическая линия для сварки обечаек позволяет повысить производительность путем снижения времени на передачу обечаек любого типоразмера, расщиряет технологические возможности путем обеспечения изготовления малых партий изделий.
Формула изобретения Автоматическая линия для сварки обечаек, содержащая смонтированный на основании транспортно-накопительный скат с от- секателем в виде двуплечего рычага, одно плечо которого связано с приводом, сварочную установку с горелкой, отличающаяся тем, что, с целью повыщення производительности путем снижения времени на передачу обечайки, линия оснащена, смонтированными на основании приводной подъемной планилайбой с несколькими парами холостых роликоопор, порталом с перегружателем, смонтированным с возможностью перемещения относительно опорной поверхности отсе- кателя перпендикулярно продольной оси линии, устройством ориентрации обечайки и дополнительным отсекателем, расположенным на транспортно-накопительном скате, расположенным параллельно основному отсекателю и соединенным с приводом основного отсекателя, причем опорная поверхность отсекателей выполнена в виде С-об- разной вилки.
а
Lt
8
....
32
-33
Т
8
34
Вид А
Фиг,1
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Поточная линия для сборки и сваркицилиНдРичЕСКиХ издЕлий и пЕРЕСТАНОВКииХ C ОдНОй ТЕХНОлОгичЕСКОй пОзицииНА дРугую | 1979 |
|
SU829382A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Поточная линия для сборки и сварки цилиндрических изделий и перестановки их с одной технологической позиции на другую | 1980 |
|
SU893496A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Стенд для сборки под сварку | 1972 |
|
SU474414A1 |
| Стенд для сварки толстостенных обечаек | 1985 |
|
SU1313617A1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |
Изобретение относится к области механизации и автоматизации сборочно-свароч- ных процессов, а именно к автоматическим линиям для сварки обечаек. Цель изобретения - повышение производительности путем снижения времени на передачу обечаек. Обечайка 7 удерживается на С-образных рычагах транспортно-накопительного ската. Перегружатель (П) 5 вводит консольный брус 21 в обечайку 7 и поднимает ее до ложемента 23. П 5 перемещает обечайку 7 на холостую роликоопору 9 поворотной планшайбы (ПЛ) 4. Привод 17 поочередно поворачивает ПЛ 4 с обечайкой под ориентирующее устройство 6 и сварочную головку. Во Время сварки П 5 производит съем и укладку новой обечайки 7 на свободную роликоопору. При переходе на другой типоразмер поворотная ПЛ 4 поднимается или опускается приводом 17. 5 ил. (Л п 23 2f ю QD ГС ;о 05 / / / / / ///// ///// /// 298 719 fpa2.3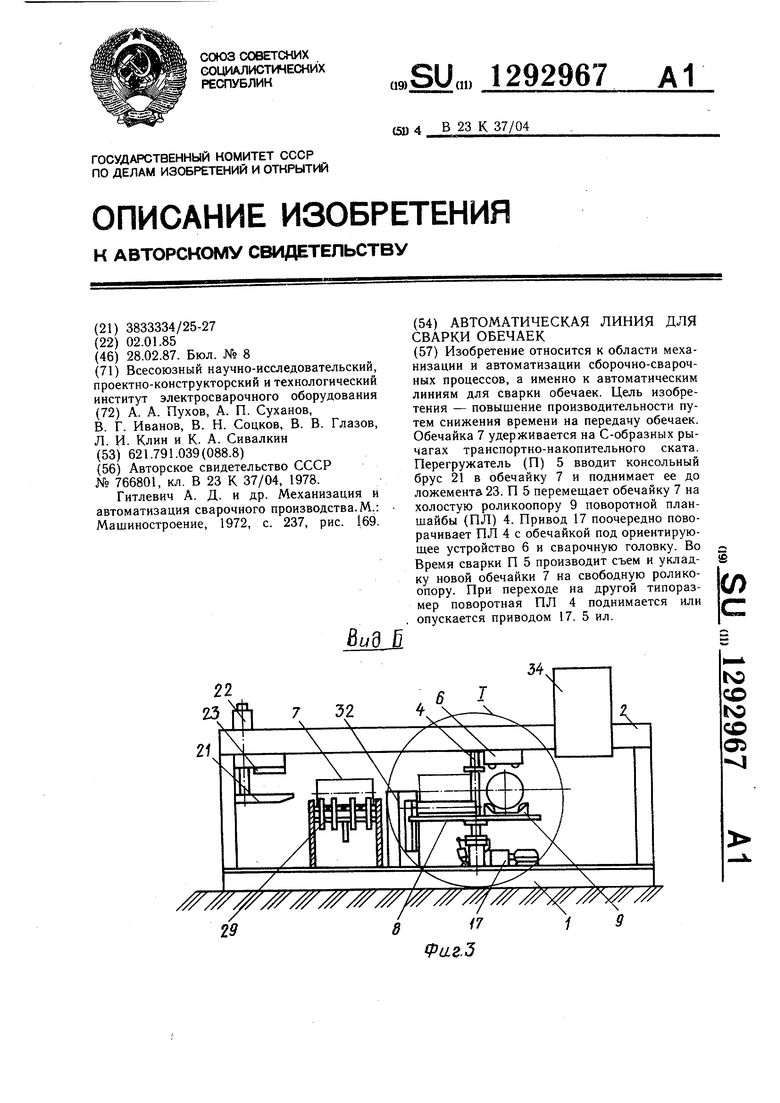
В-В
Составитель Е. Крюкова
РедакторН. ГорватТехред И. ВересКорректор В. Бутяга
Заказ 323/15Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гнтлевич А | |||
| Д | |||
| и др | |||
| Механизация и автоматизация сварочного производства | |||
| М.: Машиностроение, 1972, с | |||
| Прибор для корчевания пней | 1921 |
|
SU237A1 |
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
| ьский, еский вания лазов, ция и ва | |||
| М.: | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
| Ёидй | |||
