(54) УСТРОЙСТВО ДЛЯ ВЫПРЕССЮВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Съемник гидравлический для демонтажа наружных или внутренних втулок балансиров из корпуса, выполненных по прессовой посадке | 2015 |
|
RU2606687C2 |
| Устройство для регулировки закрытой высоты кривошипного пресса | 1983 |
|
SU1127782A1 |
| Способ демонтажа соединений и устройство для его осуществления | 1988 |
|
SU1620259A1 |
| КОНЦЕВОЙ ЭФФЕКТОР С ШАРНИРНЫМ УЗЛОМ И ПРИВОД ЭНДОСКОПИЧЕСКОГО ХИРУРГИЧЕСКОГО АППАРАТА | 2016 |
|
RU2636853C2 |
| УСТРОЙСТВО ДЛЯ ОТПУСКА И НАТЯЖЕНИЯ ОСНОВЫ НА ТКАЦКОМ СТАНКЕ | 2006 |
|
RU2338017C1 |
| Устройство для разрезки | 1973 |
|
SU473567A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Устройство для выпрессовки деталей типа втулок | 1987 |
|
SU1516292A2 |
| Роликовый конвейер для продольного перемещения и вращения длинномерных цилиндрических изделий | 1986 |
|
SU1456336A1 |
| Устройство для разборки деталей | 1979 |
|
SU814646A1 |
V
ТГриспособлеше относится к механо сборочному производству, в частвостн к устройствам для демонтажа соедннителы вых звеньев якорных цепей путем выпрессовки конических впифтов.
Известно устройство для демонтажа деталей, содержащее смонтированный в - корпусе и связанный с приводом возвратно-поступательного перемещения резьбовой толкатель, воздействующий, на демонтируемую деталь fl.
Однако известное устройство предназнэчено для демонтажа ПОДШИПВИЕОВ с вала и не позволяет выпрессовывать конические штифсы в соединительных звеньях якорных цепей.
Цель таобретений - повышение качеотва выпрессюки в производительности при выпрессовке конических штифтов сое. дини ельных звеньев якорных пепей.
Поставленная цель достигается тем, что устройство для выпрессовкв, преимуще ственно конических шт1фгов содержащее I смонтированный в корпусе в связанный
с приводом возвратно-поступательного перемещения резьбовой толкатель, снабжено установленной по оси толкателя промежуточной втулкой с наружной резьбой и внутренним осевым резьбовым отверстием, при этом резьбы выполнены с различными шагами, а резьбовой толкатель установлен в резьбовом отверстии втулки.
Привод перемещения толкателя выполнен в виде червячного редуктора, червяк которого связан с маховиком или через пусковую муфту с электродвигателем, а червячное колесо через шлицевой вал с промежуточной втулкой.
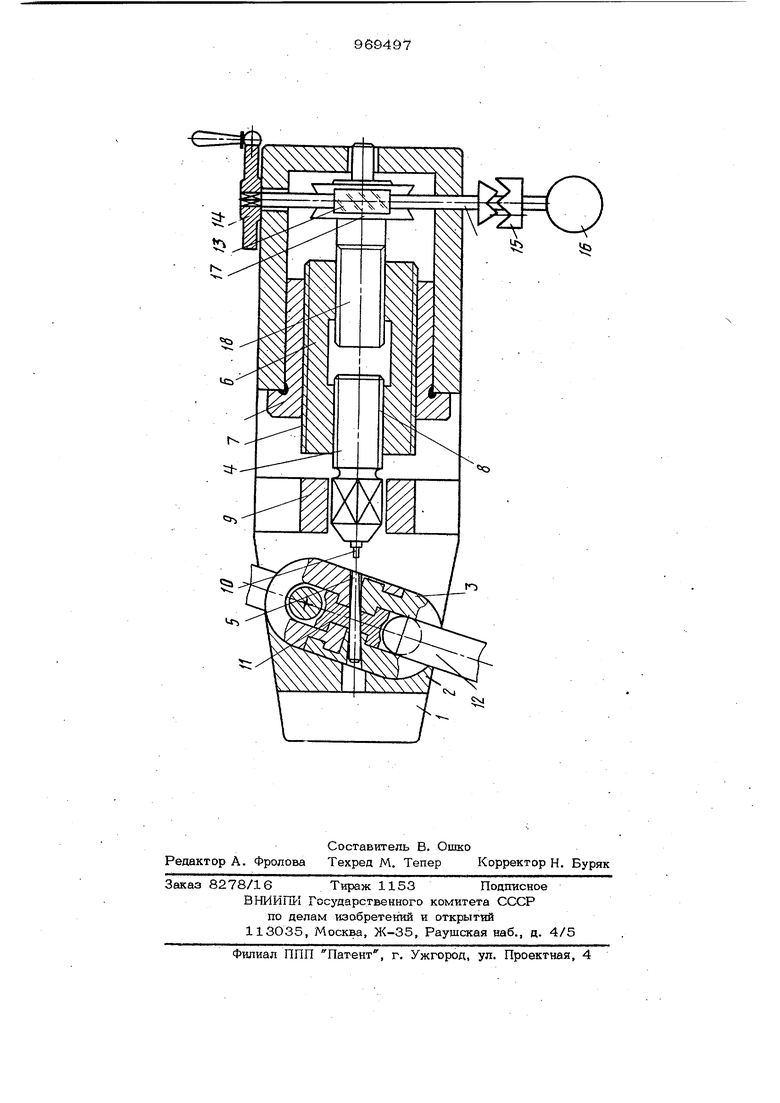
На чертеже представлено устройство для выпрессовки..
Устройство состоит вз установленного в корпусе 1 фасонного вкладыша 2 с JJJ демонтируемым звеном 3, а также связанного с приводом резьбового толкателя 4, установленного соосно с выпрессовываемым коническим винтом 5. По оси толкателя 4 смонтирОЕана промежуточ 1ая втулка .6 с наружной резьбовой 7 и внутренним oceJawM резьбовым отверстинем 8, при этом резьбы выполнены с различным шагом. В осевое резьбовое отверстие 8 втулки 6 ввинчен резьбовой толкатель 4, головка которого установлена в направляющих 9,- которые имеют возможность перемешаться поступательно, а вращение его ограничено направляющими 9. На торце толкателя 4 неподвилсно закреплен боек 10, ось которого совмещена с осью выпрессовываемого штифта 5 соединительного звена 11 якорной цепи 12. Разность шагов наружной резьбы 7 на вращающейся резьбовой промежуточной втулке 6 и невращающемся толкателе 4 может быть величиной как угодно малой, необходимой, для создания при работе Tpe6yeMorq. усилия для выпрессовки штифта 5. Привод перемещения толкателя 4 выполнен .в виде червячного.редуктора, . червяк 13 которого связан с маховиком 14 иди через пусковую муфту 15с электродвигателем 16, а червячное колесо 17 через шлицевой вал 18 - со втулкой 6. Устройство работает следующим о&разом. При включении двигателя 16 и включенной муфге 15 через червяк 13 и червячное колесо 17 движение передается на шлицевый вал 18 и далее через резьбовую втулку 6 толкателю 4 с бойком 10. При этом толкатель 4 с бойком 10 перемещается вдоль оси выпрессовываемого штифта 5 демонтируемого узла со скоростью, пропорциональной разности шагов винтовой цилиндрической наружной и внут ренней резьбы втулки 6, и упирается своим торцом в торец штифта 5. Усилие выпрессовки находится в прямой пропорциональной зависимости от разности шаго резьбовых участков дифференциальной р€ эьбовой втулки 6 (равной разности шагов. наружной и внутренней резьбы втулки). Для демонтажа звена необходимо смещение штифта 5 на величину 0,1-О,5мм при 2-3 оборотах маховика 7 вручную, после чего.юн вынимается без усилия. Предлагаемое устройство по сравнению с базовым образком, взятым за прототип, обеспечивает повышенное качество выпрессовки, снижает трудоемкость работ и повышает качество выпрессовки при демонтаже якорных цепей. Формула изобретения 1.Устройство для выпрессовки, преимущественно конических штифтов, содержащее смонтированный в корпусе и связанный с приводом возвратно -поступательного перемещения резьбовой толкатель, отличающееся тем, что, с целью повышения качества выпрессовки и производительности, оно снабжено установленной по оси толкателя промежуточной втулкой с наружной pe3b6oj3i и внутренним осевым резьбовым отверстием, при,этом резьбы выполнены с различными шагами, а резьбовой толкатель установлен в резьбовом отверстии втулки. 2.Устройство по п. 1, отличающее с я тем, что привод перемещ&ния толкателя выполнен в виде червячного редуктора, червяк которого связан с М61- ховиком или через пусковую муфту с электродвигателем, а червячное колесо через шлицевой вал - с промежуточной втулкой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 390911, кл. В 23 Р 19/02, 1973 (прототип)..
