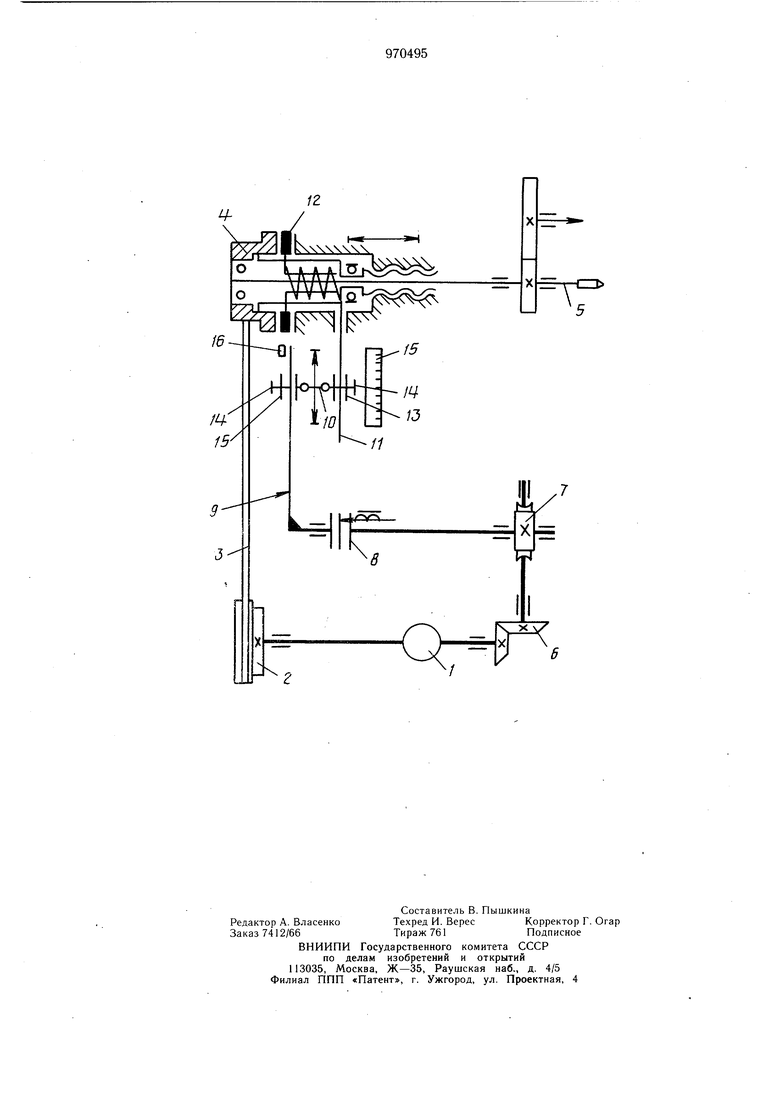
(54) МЕХАНИЗМ УПРАВЛЕНИЯ ПРИВОДОМ ГЛАВНОГО ДВИЖЕНИЯ СТАНКА ДЛЯ НАМОТКИ ЭЛЕКТРИЧЕСКИ.Х Изобретение относится к функциональным узлам технологического оборудования для изготовления электрических катушек и может быть использовано в электротехнической, радиотехнической, электронной, приборостроительной и др. отраслях промышленности. Известны станки для изготовления электрических катушек, содержаш,ие привод, включающий в себя электродвигатель, детали трансмиссии, фрикционную муфту главного движения станка и механизм управления ею, например, универсальные станки моделей ПР-159, и 350А 1. Однако в этих станках управление фрикционной муфтой главного движения осуш,ествляется вручную с помощью рукоятки или от педали. Ускорение разгона не регулируется и зависит от субъективных навыков оператора. Цель изобретения - повышение производительности за счет обеспечения возможности регулирования времени разгона шпин деля. Поставленная цель достигается тем, что механизм управления фрикционной муфтой выполнен в виде двух параллельно устаКАТУШЕКновленных рычагов, снабженных механизмами регулирования соотношения длин плеч, один из которых жестко связан с фрикционной муфтой, а другой кинематически связан с электродвигателем. На чертеже изображена кинематическая схема привода станка для намотки электрических катушек. Привод содержит электродвигатель 1, один конец вала которого связан через шкив 2 и клиноременную передачу 3 со шкивом 4, свободно сидяш,ем на шпинделе 5, а другой через коническую пару 6 и червячную передачу 7 связан с электромагнитной муфтой 8, на ведомой части которой жестко закреплен рычаг 9, кинематически связанный через тягу 10 с рычагом 11 элемента управления фрикционной муфтой 12 главного движения станка. Тяга 10 шарнирно соединена с ползунами 13, имеющими элементы 14 фиксации и расположенными на рычагах 9 и 11. Кроме того, привод содержит шкалу 15 для контроля установленной величины ускорения разгона вращения шпинделя 5 и путевой выключатель 16, предназначенный для выключения электромагнитной муфты 8.
Механизм управления привода станка работает следующим образом.
Вращение от электродвигателя 1 через шкив 2 и клиноременную передачу 3 передается шкиву 4, свободно сидящему на шпинделе 5, а через коническую пару 6 и червячную передачу 7 - ведущей части электромагнитной муфты 8.
При включении электромагнитной муфты 8 рычаг 9 поворачивается, увлекая за собой через тягу 10 рычаг 11, включая тем самым фрикционную муфту 12, и вращение от шкива 4 передается через фрикционную муфту 12 шпинделю 5.
Ведомая часть электромагнитной муфты 8, а, следовательно, и рычаг 9 вращается с постоянной угловой скоростью.
Перемещением ползунов 13, шарнирно соединенных между собой тягой 10, изменяется соотношением длин плеч рычагов 9 и 11, тем самым регулируется продолжительность времени включения фрикционной муфты 12 главного движения станка, а, следовательно, регулируется и ускорение разгона вращения шпинделя 5.
Закрепляя ползуны 13 с помощью фиксаторов 14 на рычагах 9 и 11, выставляется определенное соотношение длин плеч этих рычагов, тем самым по щкале 15 устанавливается нужная величина ускорения разгона шпинделя 5 и автоматическое его поддержание при повторном включении шпинделя станка.
Вращение рычага 9 прекращается сразу же после включения фрикционной муфты 12 при нажатии его на путевой выключатель 16, с помощью которого выключается электромагнитная, муфта 8 и рычаг 9 удерживается фиксатором (не показан).
Остановка шпинделя 5 осуществляется при достижении заданного числа витков наматываемой электрической катущки по сигналу счетчика, или при необходимости по команде оператора.
В случае включенной фрикционной муфты 12 фиксатор, удерживающий рычаг 9, освобождают его и пружина (не показана), возвращает рычаги 9 и 11 в исходное положение, т. е. муфта 12 и вместе с нею шпиндель 5 тормозятся.
При подаче команды на остановку станка при не полностью включенной фрикционной муфте 12 снимается напряжение с электромагнитной муфты 8 и пружина возвращает рычаги 9 и 11 в исходное положение, т. е. происходит торможение шпинделя 5.
Применение предлагаемого привода станка для намотки электрических катущек обеспечивает возможность регулирования времени разгона шпинделя и автоматически его поддерживает в заданных пределах. Это исключает влияние субъективных факторов при управлении станком, повышает производительность и качество работы станка для намотки электрических катушек.
Формула изобретения
Механизм управления приводом главного движения станка для намотки электрических катушек, содержащий электродвигатель, детали трансмиссии, фрикционную муфту и механизм управления ею, отличающийся тем, что, с целью повышения производительности за счет обеспечения возможности регулирования времени разгона шпинделя, механизм управления фрикционной муфтой выполнен в виде двух параллельно установленных рычагов, снабженных механизмами регулирования соотношения длин плеч, один из которых жестко связан с фрикцион ной муфтой, а другой кинематически связан с электродвигателем.
Источники информации, принятые во внимание при экспертизе 1. Скороходов Е. А и Билибин К. И. Механизация и автоматизация производства обмоток электроэлементов. М., «Энергия, 1978, с. 11 - 19.
-I 5
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ НАМОТКИ ЭЛЕКТРИЧЕСКИХ КАТУШЕК | 1992 |
|
RU2015586C1 |
| Станок для намотки обмоток электрических катушек | 1980 |
|
SU1023418A1 |
| Устройство для непрерывной намотки на катушку нитеобразных материалов | 1974 |
|
SU691225A2 |
| Намоточная головка | 1984 |
|
SU1277229A1 |
| Способ образования мотков проволокии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1975 |
|
SU844092A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ СЕРИЕСНЫХ | 1973 |
|
SU388307A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU720549A1 |
| Станок для намотки электрических катушек | 1986 |
|
SU1377931A1 |
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |
| Станок для полуавтоматической намотки проволочных сопротивлений | 1957 |
|
SU120565A1 |