Концевые фрезы для обработки пространственно-сложных поверхностей штампов, нресс-форм. кулачков и тому подобных изделий известны.
Применение таких фрез для чистовых работ ограничивается быстрым износом режущих кромок, а переточка фрез вызывает изменение радиуса сферы, в силу чего нарушается точность копирования.
В оннсываемой фрезе эти недостатки устранены тем, что она выполнена сборной и состоит из твердосплавной шайбы с конической боковой поверхностью и эксцентричной втулки, входящей в отверстие оправки сборной фрезы, ось которой перпендикулярна оси онравки, причем П1айба насажена на втулку и закреплена па оправке вместе со втулкой.
Сборная фреза также может состоять из двух одинаковых твердосплавных шайб с конической боковой поверхностью, обращенных друг к другу большими основаниями, и эксцентричной втулки, входящей в отверстие оправки сборной фрезы, ось которого перпендикулярна оси оправки. При этом щайбы смеп1ены одна относительно другой в плоскости их касания в направлении, перпендикулярном к оси оправки, для получения передних граней фрезы и насажены на втулку, вместе с которой закреплены на оправке.
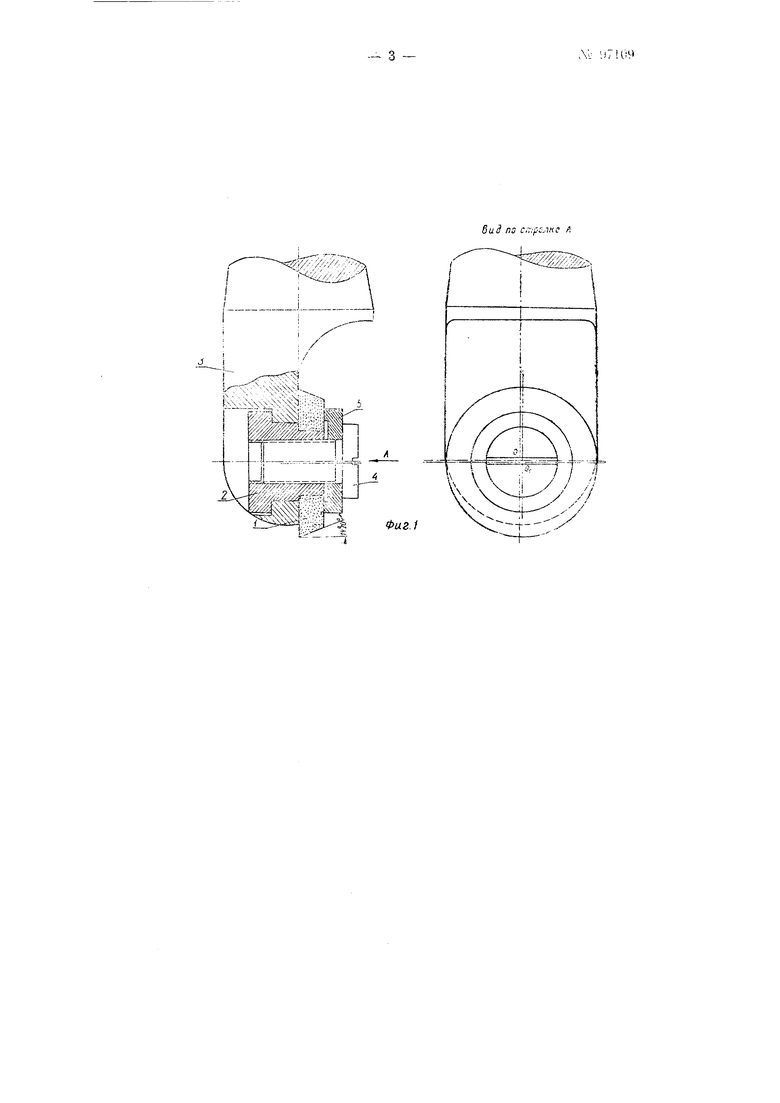
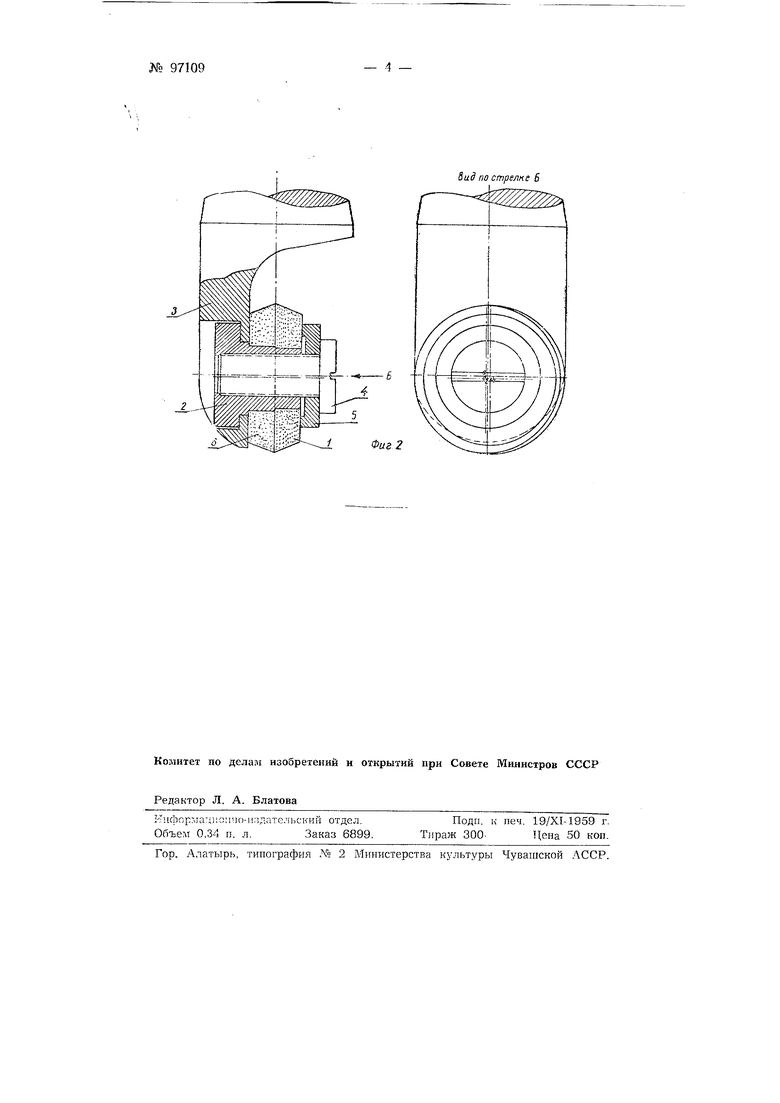
Па фиг. 1 представлена конструкция концевой фрезы и вид по стрелке А; на фиг. 2-конструкция концевой фрезы с двумя твер.аосплавными шайбами и вид по стрелке Б.
Твердосплавная шайба 1 (фиг. 1) с конической боковой поверхностью (угол конуса 14-20°), являюндаяся режущим эле Ментом фрезы, надета на эксцентричную втулку 2. Втулку 2 зак 1епляют на оппавке 3 llocpe ;,cтвo вкнта 4 и нак;1адки 5. Оправка 3 имеет конусный хвостовик, посредством которого закрепляется на станке.
Эксцентричная втулка 2 обеспечивает смещение твердосплавной шайбы 1 на величину эксцентрицитета OOi для того, чтобы исключить из pa6oT j фрезы у-асток, который резал бы металл задней гранью (иайбы.
Так как угол коитакта птайбы с обрабатываемым изделием составляет 45-30°, то шайба может быть использоваиа 8-12 раз.
Расчет необходимого эксцеитрнцитета производят в зависимости от подачи на зуб с таки: 1 расчетом, чтобы задняя грань шайбы ие касалась обрабатываемого металла.
1Бузубая шайбовая фреза (фиг. 2) состоит из двух оди 1аковы: 1-вердоенлавных шайб 1 и 6 с конической боковой поверхностью, обра:де 1иых друг к другу больши.ми основаниями, эксиеитричной втулки 2, оправки 3, винта 4 и накладки о.
.ил эле.ментом фрезт,; являются шайбы 1 и 6, закренляе.мые вместе с эксцентричной втулкой 2 i.a он)ав.,-е 3 посредством винта 4 и накладки 5.
Посадочное место эксцентричной втулки 2 обеспечивает смешеш-ч- твердоснлавиы.ч шайб 1 и 6 иа величину эксцентрицитетов OO| и ООз для исключения из работы фрезы участков, которые резали бы металл задними гранями шайб, а также с целью получения передних гранен фрезь.
II р е д м е т и з о б р е т е и и я
1.Концевая фреза для обработки пространствеино-сложиых иоверхностей штампов, пресс-форм, кулачков и тому подобных изделий на конировально-фрезерных станках, закрепляемая иа стайке посредством конусного хвостовика, о т л и ч а ю ш, а я с я тем, что, с целью обеспечения скоростного фрезерования и точного копирования, она выполнена сборной и состоит из твердосплавной нтайбы с конической боковой поверхностью и эксцентричной втулки, входян ей в отверстие оправки сборной фрезы, ось которой иерпендикулярна оси оиравки, причем шайба насажена на втулку и закреплена иа оправке вместе со втулкой.
2.Видоизменение концевой фрезы но и. 1, отличающееся тем, что, с целью повышения производительности, она выиолнена сборной и состоит из двух одинаковых твердосплавных шайб с конической боковой поверхностью, обращенных друг к другу большими основаниями, и эксцентричной втулки, входящей в отверстие оправки сборной фрезы, ось которого перпендикулярна оси оправки, причем шайбы смешены одна относительно другой в плоскости их касания в направлеиии, пернеидикулярном к оси оправки, для получения передних граней фрезы и насажены на втулку, вместе с 1которой закреплены на оправке.
Фиг.1
и.д по стрелке В
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для бурения тоннелей | 1935 |
|
SU48446A1 |
| СБОРНАЯ РЕЗЬБОВАЯ ФРЕЗА | 2002 |
|
RU2224625C2 |
| Устройство для фрезерования пазов | 1982 |
|
SU1013130A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ МГНОВЕННОГО ОСТАНОВА ПРОЦЕССА РЕЗАНИЯ | 1972 |
|
SU342738A1 |
| Машина для разделки рыбы | 1932 |
|
SU39945A1 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2263017C1 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
| КОМПЛЕКТ ОПОРНО-БАЗИРУЮЩИХ ГНЕЗД ПОД МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ПЕРЕТОЧЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2217268C2 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2266804C1 |
| Сборная фасонная фреза для обработки профиля железнодорожных колес | 2020 |
|
RU2746204C1 |