1
, Изобретение относится к области прокатного производства и может быть использовано при холодной прокатке различных профилей, небольших размерОВо
Известна вводная проводка прокатной клети, содержащая замкнутый направляющий пропуск
Недостатком известной проводки является отсутствие в ней средств для принудительной задачи в валки коротких прутковых заготовок,что ограничивает ее использование при холодной прокатке профилей небольших размеров.
Наиболее близкой к изобретению по технической сущности является вводная проводка прокатной клети, содержащая замкнутый направляющий пропуск, снабженный обмоткой соленоида постоянного тока, ось которого совмещена с осью прокатки 2.
Недостатком такой проводки является повышенный износ внyтpeн eй
поверхности направляющего пропуска, связанный с трением задаваемой заготовки о нижнюю часть пропуска (трение заготовки о поверхность пропуска возникает из-за смещения оси заготовки относительно оси пропуска в период задачи под действием силы тяжести заготовки). При этом внутренняя поверхность пропуска изнашивается неравномерно по периметру и,
10 как следствие, снижается срок службы проводки.
Целью изобретения является уменьшение износа внутренней поверхности направлякмцего пропуска проводки,,
fs
Цель достигается тем, что во вводной проводке прокатной клети, содержащей замкнутый направляющий пропуск, выполненньй в виде полого цилиндра
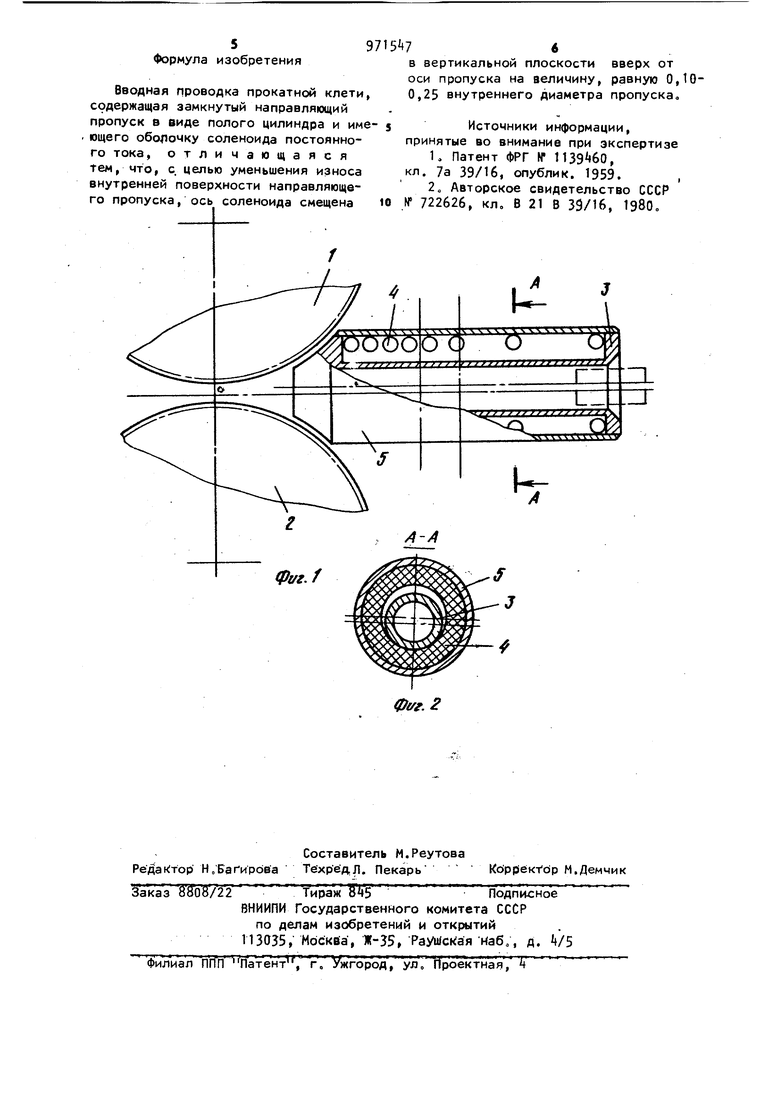
20 и снабженный обмоткой соленоида постоянного тока, ось соленоида смещена в вертикальной плоскости вверх от оси пропуска на величину, равную 0,10-0,25 внутреннего диаметра пропуска,, На фиг. 1 изображена предлагаемая проводка, разрез; на фиг 2 - разрез А-А на фиг. 1 о Вводная проводка установлена на входе в прокатныевалки 1 и 2„ Проводка содержит замкнутый направляющий пропуск, выполненный в виде полого цилиндра 3. На поверхности цилиндра 3 расположена винтовс1Я обмотка k соленоида постоянного тока, ось которого смещена в вертикальной плос кости вверх от оси пропуска на величину, равную 0,10-0-,25 внутреннего диаметра пропуска,, Сверху обмотка k закрыта кожухом 5. Работа проводки заключается в сле дующем . При прохождении постоянного электрического тока через винтовую обмотку цилиндра 3 внутри последнего возникает электромагнитное поле, силовые линии которого .расположены параллельно стенке цилиндра 3, и име ют различную полярность на входе и выходе из цилиндра 3. При задаче в валки 1 и 2 холодной заготовки небольших размеров ее передний конец на входе в цилиндр 3 намагничивается и под действием возникающих движущих сил электромагнитного поля заготовка втягивается в цилиндр 3 и с ускорением передвигается вдоль его оси о Однако под действием силы тяжести ось заготовки смещается вниз в вертикальной плоскости от оси пропус ка, что при передвижении заготовки вдоль пропуска приводит к ее трению о внутреннюю поверхность цилиндра 3 и к повышенному износу направляющего пропуска. Так как заготовка задается в валки с достаточно большой скоростью, то это, в свою очередь, также повышает износ пропуска и выну дает использовать при изготовлении проводки более дорогие и качественные материалы Благодаря смещению оси соленоида в вертикальной плоскости вверх от оси пропуска (цилиндра 3) на некоторую определенную величину, добиваются устранения смещения оси заготовки под действием сил тяжести в период, задачи, тем самым, уменьшения трения заготовки о внутреннюю поверхность пропуска. В данном случае добиваются задачи заготовки в ее взвешенном (плавающем)состоянии, что позволяет добиться более равномерного по периметру и меньшего износа поверхности пропуска проводки, увехмчить срок ее службы, использовать для ее изготовления более дешевые материалЫо Для достижения основного эффекта проводки дополнительно половину обмотки k соленоида со стороны входа в цилиндр 3 навивают таким образом, чтобы расстояние между соседними витками обмотки k равномерно уменьшалось в сторону входа в валки 1 и 2 Этим добиваются более полного использования эффекта соленоида по длине пропуска, более надежной задачи заготовок, уменьшения износа внутренней поверхности пропуска Выбор нижнего предела величины смещения осей соленоида и пропуска, равный 0,10 диаметра пропуска, выбран из условия достижения основного эффекта проводки при малых внут ренних диаметрах пропуска и длинах заготовок (например, соответственно 8-12 мм и 15-25 мм при прокатке крепежных изделий Л При этом силы электромагнитного поля компенсируют смещение оси заготовки при задаче ®® валки. При уменьшении величины смещения осей соленоида и пропуска не достигают эффекта предложенного технического решения из-за большого трения заготовки о поверхнос.ть пропуска р Выбор верхнего предела величины смещения осей, равный 0,25 диаметра пропуска, выбран из условия достижения основного эффекта при достаточно больших диаметрах пропуска и длинах заготовок (например, соответственно 25-40 мм и 50-60 мм). При увеличении величины смещения осей соленоида и пропуска необходимо увеличивать силу электрического тока из-за уменьшения напряженности электромагнитного поля по центру пропуска, что приводит к неэффективности использования проводки, ее удорожанию. Экономический эффект от использования предлагаемой проводки до стигается за счет уменьшения износа ее внутреннего пропуска, увеличения срока службы проводки, повышения надежности задачи составляет при прокатке крепежных изделий около 7,5 тыс. руб, в год. формула изобретения Вводная проводка прокатной клети, содержащая замкнутый направляющий пропуск в виде полого цилиндра и имеющего оболочку соленоида постоянного тока, отличающаяся тем, что, с. целью уменьшения износа внутренней поверхности направляющего пропуска, ось соленоида смещена sy
ф1/г.2 в вертикальной плоскости вверх от оси пропуска на величину, равную 0,100,25 внутреннего диаметра пропуска. Источники информации, принятые во внимание при экспертизе U Патент ФРГ ff , кл. 7а 39/16, опублик. 1959. , 2„ Авторское свидетельство СССР № 722626, кл, В 21 В 39/16, 1980,
| название | год | авторы | номер документа |
|---|---|---|---|
| Вводная проводка прокатной клети | 1979 |
|
SU869895A2 |
| Вводная проводка прокатной клети | 1978 |
|
SU722625A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Способ прокатки профилей "на ребро" и устройство для его осуществления | 1986 |
|
SU1423196A1 |
| ВВОДНАЯ РОЛИКОВАЯ КОРОБКА | 2000 |
|
RU2192933C2 |
| Прокатная клеть для прокатки фланцевых профилей | 1988 |
|
SU1577899A1 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ И ПРОВОЛОКИ НА РЕВЕРСИВНЫХ СТАНАХ И СИСТЕМА ПРОВОДКОВОЙ АРМАТУРЫ ПРОКАТНЫХ КЛЕТЕЙ | 1992 |
|
RU2105619C1 |
| Прокатная клеть | 1988 |
|
SU1616731A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЯ ЖЕЛОБЧАТОЙ ФОРМЫ | 2002 |
|
RU2245750C2 |
