которой заполнена .свинцом, а в верхней части полость к хлики герметизирована графитовой вставкой на резьбе.
Высота крышки равна или больше внутреннего диаметра цилиндрической емкости.
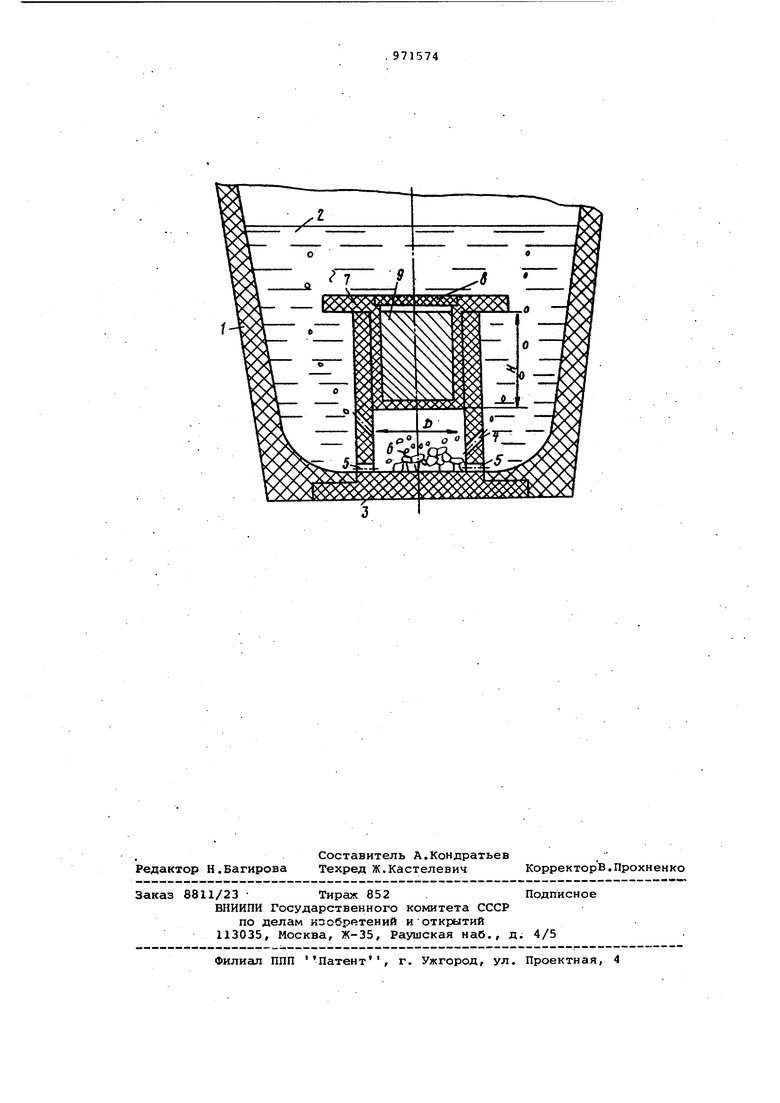
На чертеже п аедставлен ковш для модифицирования железоуглеродистых сплавов..
Ковш 1 для модифицирования железоуглеродистого сплава 2 имеет в донной части углубление, в которое установлена графитовая емкость 3 цилиндрической формл и закреплена фланцем заподлицо с опорной поверхностью. В бокЪвой стенке цилиндрической емкости выполнен ряд отверстий 4 по винтовой линии, а у основания - ряд радиальных отверсти 5. Емкость заполнена магнийсодержащ лигатурой 6. Такая конструкция емкости с двумя системами отверстий позволяет достичь стабильности и эффективности модифицирования магнием и магнийсодержащими лигАтурами осуществляя более равномерную его выработку и усвоение паров магния расплавом. Сверху емкость закрыта графитовой крышкой 7 в форме стакана, полость которой герметизирована графитовой Вставкой 8 на резьбе. Полость стакана заполнена свинцом 9 Это предотвращает от всплывания магнийсодержащую лигатуру при заливке ковша расплавом.
Перед работой в ковш 1 устанавливают через отверстие в донной части емкость 3 и закрепляют ее с помощью фланца заподлицо с опорной по- . верхностью. На дно емкости загружаю магний и магнийсодержащую лигатуру и эакрывеиот графитовой крышкой 7. Полость крышки заполняют свинцом 9, а сверху в отверстие впрессовывают графитовую вставку 8. После предварительной подготовки ковш заполняют железоуглеродистым сплавом 2. Расплав через радиальные отверстия 5 перетекает в емкость и активно взаимодействует с магнием. Возникающие в процессе модифицирования газы выходят через отверстия 4, создавая циркуляционное движение модифицированных порций сплава из емкости и приток немодифицированных порций сплава в емкость. Благодаря этому достигается повышение эффективности модифицирования. Кроме того, постоянное обеспечение з.аданной степени
модифицирования от заливки ковша к заливке повышает стабильность модифицирования. В процессе заливки ковша железоуглеродистым сплавом крышка с полостью, заполняемой свинцом, удерживает своей тяжестью от всплывания непрореагироваииий магний, что обеспечивает стабильность модифицирования и устранение пироэффекта. При этом достигают повышение степени усвоения магния на 75%, что позволяет существенно сократить его расход.
Ожидаемый экономический эффект от внедрения ковша для модифицирования железоуглеродистого сплава в условия литейного цеха за счет устранения пироэффекта, повышения стабильности модифицирования, эффективности модифицирования в 1,5 раза, а также повышения степени усвоения магния на 75% составит 6-7 руб. при производстве 1 т. чугуна, т.е. около 70 тыс. рублей в год.
Формула изобретения
1.Ковш для модифицирования желеэоуглеродистнх сплавов, состоящий из футерованного корпуса с углублением в донной части, отличающийс я тем, что, с целью устранения пироэффекта, пошлиения стабильности и эффективности модифицирования магнием и Магнийсодержащими лигатурами, а также предотвраще11ия всплывания крышки в процессе заливки ковша расплавом, он снабжен установленной в углублении донной части ковша фланцем заподлицо с опорной поверхностью цилиндрической емкостью, в боковой стенке которой выполнен ряд отверсти по винтовой линии, а.у ее основания радиальнь1е отверстия, причем емкость имеет графитовую крышку в форме стакана, внутренняя, полость которой заполнена свинцом, а в верхней части полость крышки герметизирована графитовой вставкой на резьбе.
2.Ковш ПОП.1, отличающийся тем, что крышка имеет высоту, равную или большую внутреннего диаметра цилиндрической емкости.
Источники информации, принятые во внимание при экспертизе
1.Патент Японии 49-14605, кл. 10 J 155.1, 1974.
2. Авторское свидетельство СССР № 391906, кл. В 22 D 35/04, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Чайниковый ковш для модифицирования железоуглеродистых сплавов | 1986 |
|
SU1371972A1 |
| Способ получения чугуна с шаровидным графитом | 1981 |
|
SU986931A1 |
| Способ получения чугуна с шаровидным графитом | 1983 |
|
SU1089136A1 |
| Способ получения высокопрочного чугуна | 1984 |
|
SU1194892A1 |
| Способ обработки чугуна магнийсодержащими лигатурами | 1990 |
|
SU1766963A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2009 |
|
RU2422546C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| СПОСОБ ПЕРЕРАБОТКИ МАГНИЕВЫХ ШЛАКОВ, СОДЕРЖАЩИХ МЕТАЛЛИЧЕСКИЙ МАГНИЙ, ХЛОРИСТЫЕ СОЛИ И ОКСИД МАГНИЯ | 2000 |
|
RU2165990C1 |
| КОВШ для МОДИФИЦИРОВАНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ | 1973 |
|
SU391906A1 |
| СПОСОБ СФЕРОИДИЗИРУЮЩЕЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 1999 |
|
RU2146295C1 |