(5) СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ
1
Изобретение относится к питейному производству, в частности к вопросу обработки чугуна модификаторами в ковше непосредственно перед заливкой в формы.
Известен способ производства чугуна с шаровидным графитом с помощью сфероидизирующих веществ, содержащих силикат из группы, в которую входят амфибол и гуллит, либо содержащих НИИ и бор 11.
Наиболее близким к предлагаемому по технической сущнос-ти и дости-аемому результату является способ производства чугуна с шаровидным графитом, по которому расплавленный чугун заливают на лигатуру, содержащую магний и загруженную в выемку футеровки дна ковша, причем лигатуру применяют предпочтительно в виде блоков 2 - 20
Однако этот способ характеризуется невысокой степенью усвоения магния из лигатуры (порядка 25%) и нестабильностью процесса модифицирования. При
наполнении ковша чугуном возможно всплывание лигатуры, что сопровождается контактом лигатуры с атмосферой и пироэффектом, при этом выделяются газы в атмосферу, что ухудшает санитарно-гигиенические условия труда.
Целью изобретения является повышение степени усвоения магния расплавом, повышение стабильности процесса модифицирования и улучшение санитарно-ги гиенических условий труда.
Поставленная цель достигается тем, что согласно способу получения чугуна с шаровидным графитом, включающему загрузку лигатуры, содержащей магний, в ковш и заливку расплавленного чугуна на лигатуру, магнийсодержащую лигатуру загружают в ковш в виде мелкодисперсной модифицирующей смеси из 50 80% магнийсодержащих присадок фракции 0,5-2 мм и 20-50% легкоплавких флюсующих добавок фракции 0,01-0,05 мм и уплотняют ее трамбовкой до образования на ее поверхности корочки.
39869314
Сущность изобретения заключается возможцр их всплытие на поверхность
а следующем.металла с образованием большого пиррВ предварительно подогретый до 700- эффекта.
ковш загружается -Ц модифици- Соотношение магнийсодержащих прирующей смеси, состоящей из маг- 5 садок к флюсующим добавкам в количестнййсодержащих присадок фракции 0,6- ве от 1:1 до 1: предотвращает ошла5 мм и 50-80% легкоплавких флюсующих
добавок фракции 0,01-0,05 мм. При
этом флюсующие добавки меньшей фракции заполняют пустоты в массе модифи- 10 фицирования.
цирующих присадок. Приготовленную таким образом смесь в ковше уплотняют до образования слоя однородной массы с плотной коркой. Использование смеси из неодинаковых до крупной фракции 15
компонентов и уплотнение препятствуют ее всплыванию. Затем ковш на З/ЗЗ/ объема заполняют чугуном с температурой 1450-1600 С. Донная реакция идет по фронту расплавления. Жидкий чугун 20 подплавляет присадки и они постепенно реагируют с ним, а донная фракция остается на дне ковша. Этим обеспечивают взаимодействие расплава с модификатором по мере растворения его на 25 границе раздела. В результате достигается равномерное, несколько замедленное протекание процесса взаимодействия модификатора с расплавом. При этом повышается стабильность процесса зо и практически отсутствуют пироэффекты при модифицировании чугуна. Через 23 мин после заливки и завершения процессов взаимодействия модификатора с расплавом ковш доливают чугуном, удаляют шлак и производят заливку. Использование магнийсодержащих присадок фракции 0,5-2 мм необходимо, чтобы процесс растворения в расплаве заканчивался до всплытия их на поверх ность расплава. Этим достигается устранение пироэффекта, а значит улучшение санитарно-гигиенических условий труда. Если крупность фракции меньше 0,5 мм, то процесс модифицирования проходит очень быстро, что может привести к выбросам металла из ковша, а если крупность фракций больше 2 мм, то растворение- проходит медленно и
ковывание первых. Равномерное их растворение способствует уменьшению угара магния и повышению стабильности модиПределы по указанным соотношениям установлены экспериментальным путем.
Крупность фракций легкоплавких флюсующих добавок в пределах 0,01-0,05 мм
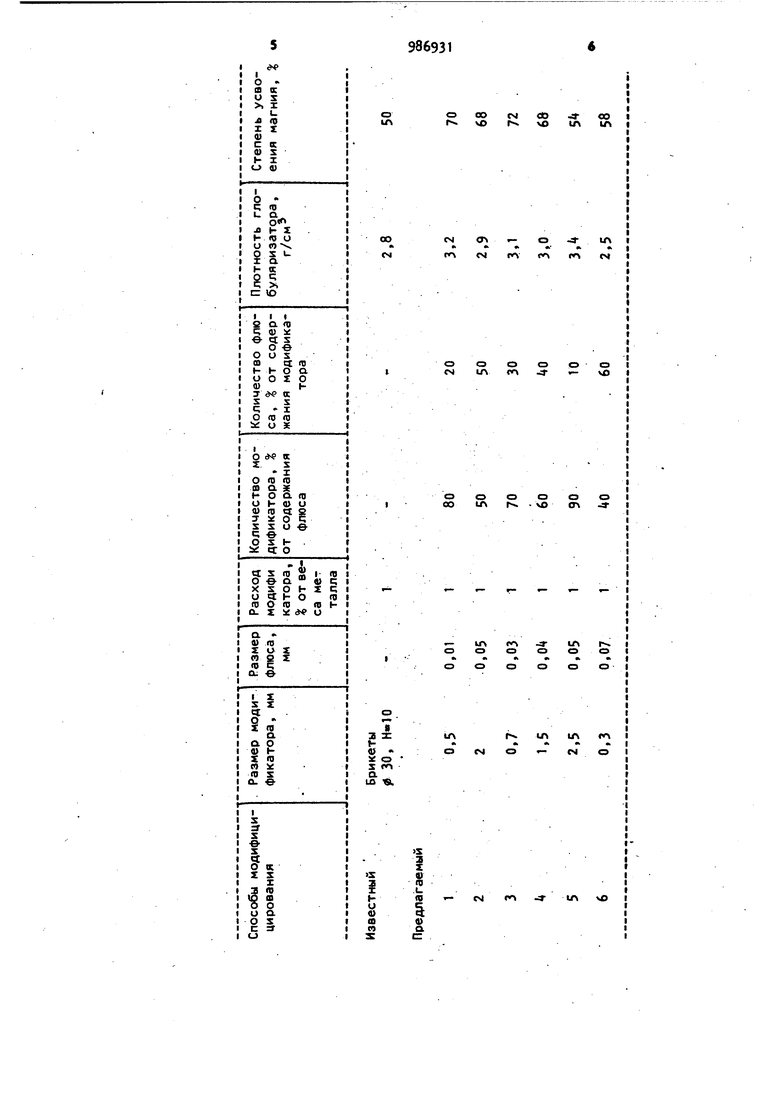
перемешивании с магнийсодержащими присадками равномерно заполняли пустоты между частицами модификатора, размер которых должен находиться в пределах необходима для того, чтобы они при 0,,0 мм. Это обеспечивает контакт жидкого металла и модифицирующей смеси только по поверхности раздела модифицирующая смесь - металл, предотвращает проникновение жидкого металла под модифицирующую смесь, а следовательно, всплывание нерасплавившегося модификатора, пироэффект и газодымовыделение. Реакция взаимодействия между металлом и модифицирующей смесью при этом идет только по фронту расплавления модифицирующей смеси, которая в расплавленном состоянии постепенно всплывает, пронизывая находящийся над нею металл и реагируя с ним без контакта с кислородом воздуха. Пределы по крупности фракций флю.сующих добавок установлены опытным путем. Сравнительные данные по применению известного и предлагаемого способов приведены в таблице. Ожидаемый экономический эффект от применения пр едлагаемого способа со , ставит по предварительному расчету i120 тыс. руб. в год за счет снижения расхода магнийсодержащих присадок на и повышения степени усвоения магния расплавом на Ц0%.
со
00
CN«
1 if 1Л
NO
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения чугуна с шаровидным графитом | 1983 |
|
SU1089136A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2009 |
|
RU2422546C2 |
| Способ модифицирования чугуна | 1984 |
|
SU1199802A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРУЮЩЕЙ ЛИГАТУРЫ ДЛЯ ЧУГУНА | 2004 |
|
RU2277589C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2001 |
|
RU2198227C1 |
| СПОСОБ СФЕРОИДИЗИРУЮЩЕЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 1999 |
|
RU2146295C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА | 1993 |
|
RU2069705C1 |
| Способ производства высокопрочного чугуна | 1989 |
|
SU1705352A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2015 |
|
RU2586730C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ МЕТОДОМ ТЕРМОШЛАКОВО-ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ | 1991 |
|
RU2016074C1 |
r 1Л
о ff
«4 rf
o
о
о
о о
о
1Л
чО
-а- -
о 04
о so
о tf
о г
о -я1Л
p о
Л/ 1Л
мм
см
- ем
о
ID vo
- 04
79869318
Формула изобретенияперсной модифицирующей смеси из 50
Способ получения чугуна с шаровид- ции 0, мм и 20-501 легкоплавких ным графитом, включающий загрузку ли- флюсующих добавок фракции 0,01-0,05 мм гатуры, содержащей магний, в ковш и s и уплотняют ее трамбовкой до образозаливку расплавленного чугуна на ли- вания на ее поверхности корочки. гатуру, отличающийся тем,
что, с целью повышения степени усвое- Источники информации, ния магния расплавом, увеличения ста- принятые во внимание при экспертизе бильности процесса модифицирования и fO . Патент США № ВЗбОЗб, улучшения санитарно-гигиенических ус- кл. , опублик. 1969яовий труда, магнийсодержащую лигату- 2. Патент Франции № , ру загружают в ковш в виде мелкодис- кл. С 21 С 1/10, 1971.
80% магнийсодержащих присадок фракг
