Изобретение относится к пищевой промышленности, а именно к способам ({юрмирования рукава из гибкого упаковочного материала для использования в расфасовочно-упаковочном оборудовании. Известен способ изготовления рука ва из яенточного материала, преимущественно термопластиночного, предусматривающий загибание продольных краеп ленты с образованием двух замк нутых продольных карманов путем прикрепления одного из краев к внутренней стенке загнутой ленты 1. Однако по известному способу изго товления рукава необходимо осуществлять технологический загиб продольных краев ленты, в результате ;происходит перерасход упаковочного материала вследствие наличия двойной стенки ме(ду соседними каналами. Наиболее близким к предложенному способу по технической сущности и достигаемому результату является известный способ изготовления рукава из ленточного материала, преимущественно термопластичного, предусматривающий загибание продольных краев ленты с образованием продольных каналов 2. Однако известный способ не позволяет изготавливать рукав с числом каналов более двух, что ограничивает его применение в упаковочной технике, при этом необходимо осуществлять сложный технологический загиб продольных краев ленты и в результате этого происходит сдвиг продольных краев, что влечет за собой нарушение качества приварки края. Целью изобретения является упрощение процесса образования многоканального рукава. Эта цель достигается тем, что при осуществлении способа изготовления рукава из ленточного материала, преимущественно термопластичного, пред.усматривающего загибание продольных краев ленты с образованием продольных каналов, загнутые продольные края ленты прикрепляют к наружной поверхности. С-образных вставок, .края которых5 прикрепляют к внутренней поверхности ленты.
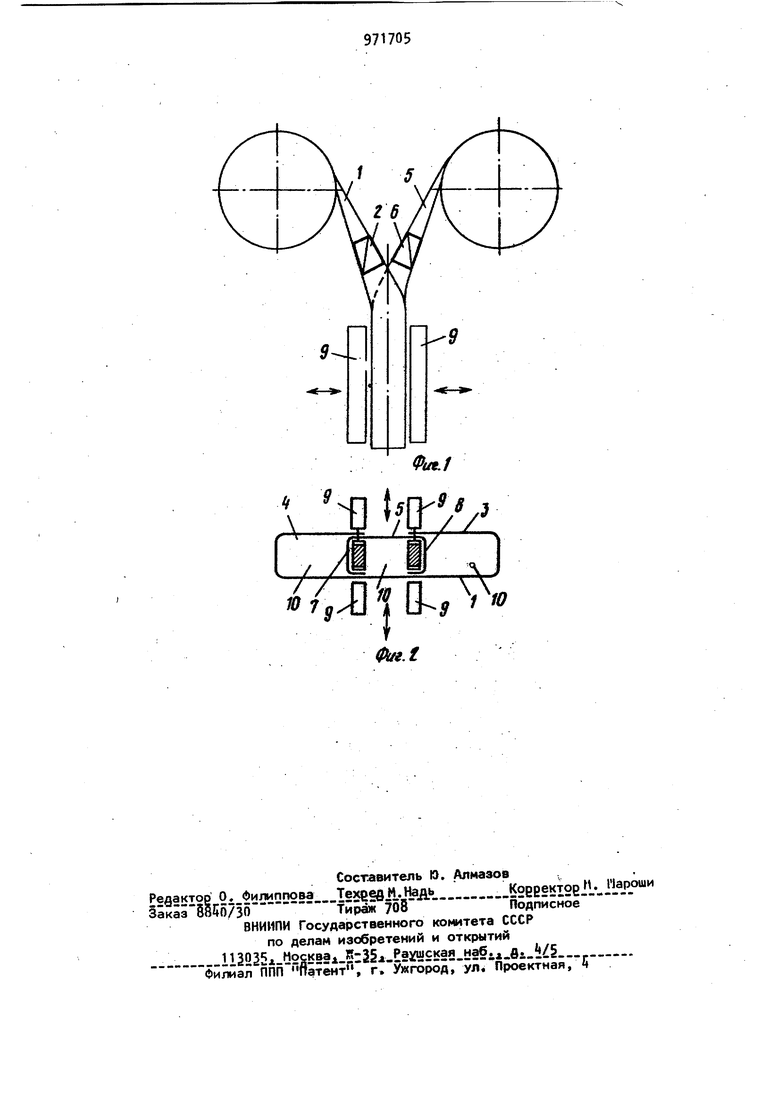
На фиг. 1 изображена схема осуществления способа изготовления рукава из ленточного материала; на фиг. 2 - то to же, вид сверху.
Способ осуществляют следующим об разом.
Лента 1 проходит через воротниковое устройство 2, в котором осущест- 15 вляется загибание ее продольных краев 3 и k. Вставка 5, проходя через роротниковое устройство 6, принимаетf С-образную форму и ее края 7 и 8 заводятся к внутренней поверхности лен- м ты 1. Затем происходит сварочных устройств 9t которые прижимают края 3 и i к вставке 5 и края 7 и 8 к внутренней поверхности ленты 1, и осуществляется процесс приварки кра- 25 ее ленты и вставки с образованием каналов 10 многоканального рукава. Дальнейший процесс образования упаковки ( пакета) осуществляют поперечным соединением боковых стенок рукава на зо заданной длине.
Пример 1. Изготовляют трехшовный пакет из полиэтиленовой пленки по ГОСТ 1035 -73 толщиной Л, мм с габаритами 360 X 210 с вваренной по оси jj симметрии С-образной вставкой из той же полиэтиленовой пленки длиной 280 мм на расстоянии 70 мм друг от друга по оси си|лметрии.
Звсыпают 1 кг синтетического моюще- д го средства и заваривают верхний шов, При этом коэффициент заполнения 95%, толщина пакета 32 мм. Пакет:устойчив
и сохраняет плоскую стабильную форму в любом положении.
Пример 2. Изготовляют пакет 360 X 210 из рукавной полиэтиленовой пленки толщиной 0,1 мм и шириной 2tO мм по ГОСТ 1035 -73, вваривают вставки так же, как в примере 1, и дополнительно изготавливают ручку, пакет имеет геометрические размеры 360 X 210 X 32, коэффициент заполнения синтетическим моющим средством 90, пакет устойчив в любых положениях и имеет красивый товарный вид.
Предложенный способ изготовления рукава обеспечивает упрощение технологических операций и получение многоканального рукава. Наличие С-образной вставки позволяет получать ширюкий диапазон типоразмеров каналов рукава по сравнению с известным способом изготовления рукава..
Формула изобретения
Способ .изготовления рукава из ленточного материала, преимущественно термопластичного, включающий загибание продольных краев ленты с обраэо ванием продольных каналов, о т л и 1ч а ю щ и и с я тем, что, с целью упрощения процесса образования многоканального рукава, загнутые продольные края ленты прикрепляют к наружно поверхности С-образных вставох, края которых прикрепляют к внутренней поверхности ленты.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР i 06778, кл. В 65 В 9/06, 1972.
2.Авторское свидетельство СССР по заявке И 296i929/28-l3,
кл. В 65 В д/0б, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рукава из ленточного материала | 1980 |
|
SU891505A1 |
| Способ упаковывания пылящих продуктов в пакеты | 1989 |
|
SU1640017A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО ПАКЕТА, УПАКОВОЧНЫЙ ПАКЕТ, А ТАКЖЕ ПРИМЕНЕНИЕ УПАКОВОЧНОГО ПАКЕТА | 2021 |
|
RU2828308C2 |
| Способ запечатывания термопластичных пакетов | 1985 |
|
SU1330019A1 |
| Устройство для изготовления много-СлОйНыХ C бОКОВыМи фАльцАМи пАКЕТОВ,МЕшКОВ или КульКОВ | 1979 |
|
SU837914A1 |
| Способ упаковывания покрытых сварочных электродов | 1987 |
|
SU1442460A1 |
| УПАКОВКА В ВИДЕ ПАКЕТА ИЗ РУКАВНОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ В ВИДЕ ПАКЕТА ИЗ РУКАВНОГО МАТЕРИАЛА | 2011 |
|
RU2564971C2 |
| ОТКРЫВАЮЩЕЕ УСТРОЙСТВО, УПАКОВКА, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ С ОТКРЫВАЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2329185C2 |
| ПАКЕТ ИЗ ГИБКОГО ПОЛИМЕРНОГО МАТЕРИАЛА | 2009 |
|
RU2412879C2 |
| УСТРОЙСТВО И СПОСОБ ЛАМИНИРОВАНИЯ УЗКИХ НЕТКАНЫХ ПОЛОТЕН ПОЛИМЕРНОЙ ПЛЕНКОЙ И МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ПО ЭТОМУ СПОСОБУ | 1996 |
|
RU2156693C2 |
107
1 Ю
Фиг.1
