31503997
шснные компоненты выгружаются в приемные тары 48-54 и в них перемещаются в зону выгрузки в сборную емкость 64, при этом дублирующие тары 55-59 зани- мают рабочее положение под дозаторами 9,25-29 и 46. Проходящая над сборной емкостью 64 тара последовательно разгружается в нее, после чего емкость перемещается в зону установки Q смесителей 63. После загрузки смесителей и приготовления смеси ее oiiirpy- жают в расходные емкости, представляющие собой сменные бункеры прессов. Объединение расходных бункеров в группы, обслуживаемые,Одним дозатором, и снабжение линии индивидуальной подвесной тарой и сборной емкостью позволяет увеличить количество и номенклатуру одновременно применяемых компонентов до четырнадцати.1 з.п.ф-лы,1 ил .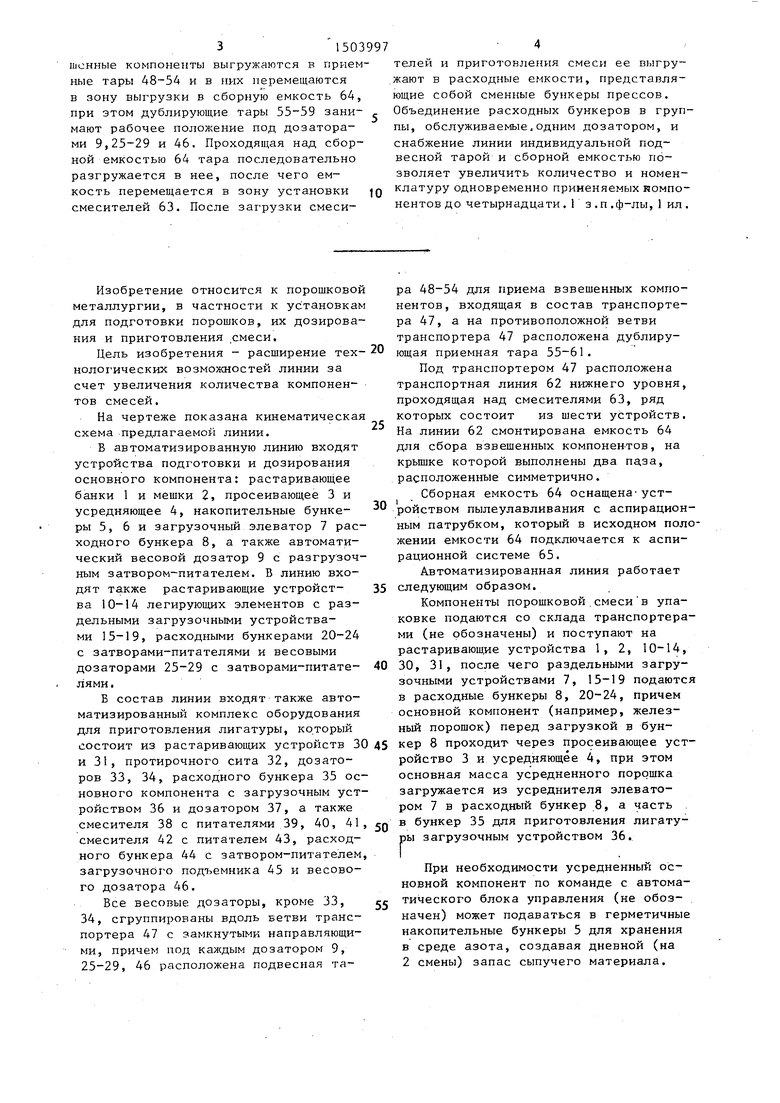

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВЯЖУЩЕГО НИЗКОЙ ВОДОПОТРЕБНОСТИ | 1993 |
|
RU2033327C1 |
| Установка для приготовления сухих многокомпонентных порошковых смесей | 1986 |
|
SU1360897A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2028979C1 |
| КОНВЕЙЕРНАЯ СИСТЕМА УНИВЕРСАЛЬНАЯ БЛОЧНО-ИНТЕГРАЛЬНО-СЕКЦИОННАЯ ЗООПЕРЕРАБАТЫВАЮЩАЯ | 2002 |
|
RU2239982C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРЕССОВАННЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312013C1 |
| Цех для приготовления кормов | 1989 |
|
SU1777778A1 |
| Установка для приготовления глиняной смеси | 1978 |
|
SU753651A1 |
| Поточная линия для подготовки и подачи сыпучих материалов в сталеплавильном производстве | 1980 |
|
SU931756A1 |
| Установка для приготовления многокомпонентной смеси | 1988 |
|
SU1609678A1 |
| Система управления поточной линией для приготовления стекольной шихты | 1985 |
|
SU1276624A2 |
Изобретение относится к порошковой металлургии и может быть использовано в установках для приготовления многокомпонентных смесей. Цель изобретения - расширение технологических возможностей за счет увеличения количества компонентов смесей. Компоненты смеси подаются на растаривающие устройства 1, 2, 10-14, 30 и 31, после чего элеватором 7 и раздельными устройствами загрузки 15-19 - в расходные бункеры 8,20 -24, при этом основная масса усредненного порошка загружается из усреднителя элеватором 7 в расходный бункер 8, а часть - в бункер 35 для приготовления лигатуры. При необходимости основной компонент может подаваться в герметичные накопительные бункеры 5 и 6 для хранения в среде азота. Компоненты лигатуры после взвешивания дозаторами 33, 34 и 37 подаются устройствами загрузки 40, 41 и 43 в смеситель 38 предварительного, а затем в смеситель 42 окончательного приготовления лигатуры. Загрузочный подъемник 45 подает из-под смесителя лигатуры в расходный бункер 44. После заполнения расходных бункеров 8, 20-24 и 44 исходными компонентами, датчики уровня выдают разрешение на одновременное дозирование автоматическими весовыми дозаторами 9, 25-29 и 46. Взвешенные компоненты выгружаются в приемные тары 48-54 и в них перемещаются в зону выгрузки в сборную емкость 64, при этом дублирующие тары 55-59 занимают рабочее положение под дозаторами 9, 25-29 и 46. Проходящая над сборной емкостью 64 тара последовательно разгружается в нее, после чего емкость перемещается в зону установки смесителей 63. После загрузки смесителей и приготовления смеси ее выгружают в расходные емкости, представляющие собой сменные бункеры прессов. Объединение расходных бункеров в группы, обслуживаемые одним дозатором, и снабжение линии индивидуальной подвесной тарой и сборной емкостью позволяет увеличить количество и номенклатуру одновременно применяемых компонентов до четырнадцати. 1 з.п. ф-лы, 1 ил.
Изобретение относится к порошковой металлургии, в частности к ус:тановкам для подготовки порошков, их дозирования и приготовления смеси,
Пель изобретения - расширение тех- нолог ических возможностей линии за счет увеличения количества компонентов смесей.
На чертеже показана кинематическая схема предлагаемой линии.
В автоматизированную линию входят устройства подготовки и дозирования основного компонента: растаривающее банки 1 и мешки 2, просеивающее 3 и усредняющее 4, накопительные бунке- ры 5, 6 и загрузочный элеватор 7 расходного бункера 8, а также автоматический весовой дозатор 9 с разгрузочным затвором-питателем. В линию входят также растаривающие устройст- ва 10-14 легирующих элементов с раздельными загрузочными устройствами 15-19, расходными бункерами 20-24 с затворами-питателями и весовыми дозаторами 25-29 с затворами-питате- лями.
В состав линии входят также автоматизированный комплекс оборудования для приготовления лигатуры, который состоит из растаривающих устройств 30 и 31, протирочного сита 32, дозаторов 33, 34, расходного бункера 35 основного компонента с загрузочным устройством 36 и дозатором 37, а также смесителя 38 с питателями 39, 40, 41 смесителя 42 с питателем 43, расходного бункера 44 с затвором-питателем загрузочного подт емника 45 и весового дозатора 46.
Все весовые дозаторы, кроме 33, 34, сгруппированы вдоль ветви транспортера 47 с замкнутыми направляющими, причем под каждым дозатором 9, 25-29, 46 расположена подвесная та5
0
5 0
5 Q
5
ра 48-54 для приема взвешенных компонентов, входящая в состав транспортера 47, а на противоположной ветви транспортера 47 расположена дублирующая приемная тара 55-61.
Под транспортером 47 расположена транспортная линия 62 нижнего уровня, проходящая над смесителями 63, ряд которых состоит из шести устройств. На линии 62 смонтирована емкость 64 для сбора взвешенных компонентов, на которой выполнены два па,за, расположенные симметрично.
Сборная емкость 64 оснащена-устройством пылеулавливания с аспирацион- ным патрубком, который в исходном положении емкости 64 подключается к аспи- рационной системе 65.
Автоматизированная линия работает следующим образом.
Компоненты порошковой.смеси в упаковке подаются со склада транспортерами (не обозначены) и поступают на растаривающие устройства 1, 2, 10-14, 30, 31, после чего раздельными загрузочными устройствами 7, 15-19 подаются в расходные бункеры 8, 20-24, причем основной компонент (например, желез- ньш порошок) перед загрузкой в бункер 8 проходит через просеивающее устройство 3 и усредняющее 4, при этом основная масса усредненного порошка загружается из усреднителя элеватором 7 в расходный бункер 8, а часть в бункер 35 для приготовления лигатуры загрузочным устройством 36.
При необходимости усредненный основной компонент по команде с автоматического блока управления (не обозначен) может подаваться в герметичные накопительные бункеры 5 для хранения в среде азота, создавая дневной (на 2 смены) запас сыпучего материала.
Приготовлению смеси (шихты) предшествует приготовление лигатуры. Приготовление лигатуры осуществляется на отдельном изолированном от смесе- приготовления участке. При этом взрывоопасные компоненты в упаковке проходят растаривающие устройства 30, 3 прцчем (например, стеорат цинка) проходит дополнительно протирочное си- то 32, .после чего взвешенные дозаторами 33, 34, 37 порции компонентов подаются загрузочными устройствами 4 41, 43 в смеситель 38 предварительного перемешивания, а затем питателем подаются в смеситель 42 окончательного приготовления лигатуры. Загрузочный подъемник 45 подает из-под смесителя лигатуру в расходный бункер 44.
После заполнения расходных бункеров 8, 20-24, 44 исходными компонентами датчики уровня бункеров выдают на блок автоматического управления (не обозначен) разрешение на одновременное порционное дозирование автоматическим весовым дозатором 9, 25-29, 46 основного компонента, легирующих элементов и лигатуры.
Взвешивание легируюш,их элементов, подаваемых из групповых расходных бункеров 21-23, осуществляется дозаторами 26-28 с последовательной выгрузкой в приемную тару 50-52 каждой порции элементов и параллельно со взвешиванием основного компонента остальных легирующих элементов с индивидуальными питающими и расходными бункерами и лигатуры, при 1ем завершение выгрузки осуществляется дозаторами 9, 25-29, 46 одновременно в при- .емную тару 48-54, которая предварительно подана под дозаторы транспортером 47, а количество приемной тары на каждой ветви транспортера соответствует количеству весовых дозаторов, при этом объем каждой единицы тары соответствует объему взвешиваемых и загружаемых в нее порций компонентов. Шаг между тарой равен шагу между соответствующими дозаторами, к тому ж.е приемная тара 48-54 одной ветви и тара 55-61 второй ветви транспортера 47 поочередно становится рабочей.
Таким образом, в приемную тару 48- 54 может быть загружено наибольшее количество компонентов четырнадцать и транспортером 47 верхнего уровня перемещено в зону выгрузки в сборную
20
5
Q )
0
5
0
5
0
5
емкость 64, после чего дублирующая приемная тара 55-59 противоположной ветви транспортера 47 занимает рабочее положение под дозаторами 9, 25- 29, 46 для нового цикла взвешивания. Вьп руженные в приемную вертикально подвешенную на транспортере 47 верхнего уровня тару 48-54 порции компонентов перемешаются в зону выгрузки в сборную емкость 64, при этом дублирующая тара 55-59 занимает рабочее положение под дозаторами 9, 25- 29, 46.
Проходящая над сборной емкостью 64 тара 48-54 с комопнентами последовательно разгружается в нее, причем компоненты с большой удельной плотностью загружаются в одну изолированную полость, а легкие - в другую с целью недопущения пылевыделения.
Раздельные регулируемые выходы емкости 64 улучшают условия истечения сыпучего материала и перемешивания в смесителях 63, так как обеспечивают одновременную и пропорциональную подачу компонентов с большой и малой, плотностью.
Сборная емкость 64 обслуживает ряд смесителей 63, состоящих из шести устройств, по команде от блока автоматического управления.
После загрузки смесителей 63 и приготовления смеси ее выгружают в расходные емкости, представляющие собой сменные бункера прессов.
Применение данной линии на участке приготовления шихты позволяет увеличить количество одновременно применяемых компонентов до 14 и обеспечить автоматическое обслуживание смесителей не менее шести по сравнению с прототипом.
Управление всей линией осуществляется с единого автоматического блока (рабочего места оператора-шихтовщи- ка) .
Формула изобретения
c
рой, расположенной под каждым весовым дозатором, и смонтированной на ленточном конвейере, выполненном с замкнутыми направляющими, при этом расходные бункеры с раздельными устройствами загрузки каждого бункера объединены в группы, подключенные через раздельные питатели к одному весовому дозатору в группе.
2, Автоматизированная линия по п. 1, отличающаяся тем, что подвесная сборная емкость выполнена с двумя загрузочными пазами.
| Установка для приготовления многокомпонентных порошковых смесей | 1980 |
|
SU900978A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Установка для приготовления многокомпонентных порошковых смесей | 1974 |
|
SU492346A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
