(54) СПОСОБ УСТАНОВКИ ТЕР.МОПАРЫ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ
1
Изобретение относится к измерительной технике и может быть использовано при установке термопары на внутренней поверхности труб.
Известен способ установки термопары на внутренней поверхности трубы, заключающийся в размещении термопары с помощью полой штанги в трубе, прижатии термопары к поверхности трубы путем наддува размеш,енной в штанге эластичной трубки, снабженной прижимными элементами 1.
Недостатками указанного способа установки являются сложность обеспечения равномерного прижатия термопары и невозможность контроля прижатия, причем в условиях высоких температур вероятность неконтролируемого изменения контакта термопарьЕ с поверхностью трубы возрастает, что приводит к ухудшению точности измерения.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ для установки термопары на внутренней поверхности трубы, заключающийся в размещении термопары в заданной точке с помощью электропроводной штанги, прижатии термопары к внутренней поверхности трубы и приварке ее ГZ Недостатками способа являются громоздкость устройства для осуществления способа в связи с чем в загруженных трубах со свободным каналом малого проходного сечения установка термопары затруднена, невозможность контроля момента надежного прижатия термопары к трубе, а следовательно, невозможность определения момента подачи напряжения для приварки термопары.
Цель изобретения - обеспечение надеж15 ности установки термопар через имеющийся в загруженной трубе свободный канал с малым проходным сечением.
Указанная цель достигается тем, что прижатие термопары осуществляют посредством закрепленной на щтанге биметаллической пластины, при этом нагревают пластину от внещнего источника тепла, подключают к стенке трубы и к штанге источник питания, и по протеканию тока
в цепи контролируют прижатие термопары, после чего приваривают термопару к поверхности трубы.
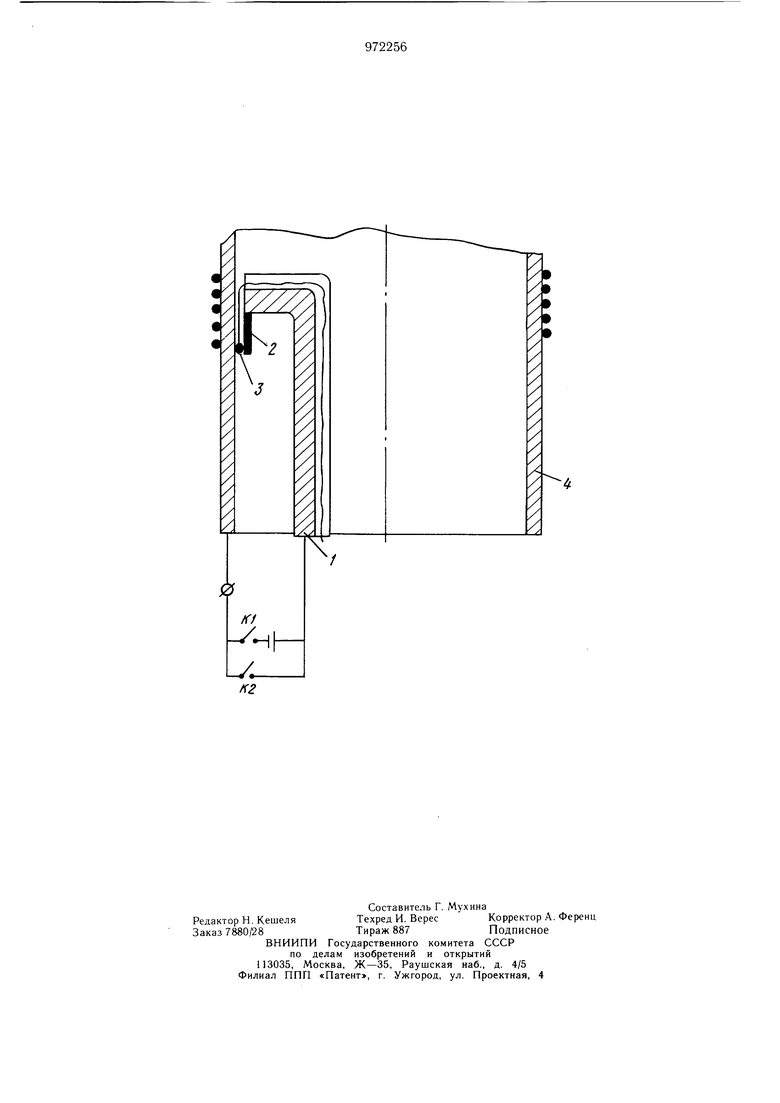
На чертеже изображено устройство, осуществляющее предлагаемый способ.
Приспособление для осуществления способа состоит из штанги 1, выполненной из электропроводного стержня, например медного. К щтанге прикреплена бимета/ лическая пластина 2, на которой при помощи легко удаляемого материала укреплен королек термопары 3.
Прогиб биметаллической пластины при нагреве на t°C рассчитывается по формуле
Л {c,-ci2)где н-толщина пластины; I -длина пластины;
i,2 - модули упругости материалов.
Способ осуществляют следующим образом.
Перемещают щтангу I с биметаллической пластиной 2, на которой укреплена термопара 3 до заданной точки трубы 4. Затем замыкают цепь ключем К и нагревают биметаллическую пластину внешним источником тепла, например, электронагревателем, расположенным на наружной поверхности трубы.
При нагреве биметаллической пластины происходит ееотклонение в сторону внутренней поверхности трубы и прижатие термопары. При наличии хорошего прижатия в цепи появляется сигнал, после чего ключ KI отключают, а ключ К включают, замыкая цепь питания сварочного генератора, и приваривают термопару к внутренней поверхности трубы.
Приварка термопары осуществляется следующим образом.
Источник постоянного электрического тока через переходной переключатель заряжает блок электролитических конденсаторов (для диаметра термоэлектродов 0,2-0,3 мм общая емкость конденсаторов около 200 мкФ). При переброске переключателя происходит разрядка конденсаторов через термопару на.трубу. При прохождении тока через стенку трубы и несущую щтангу вследствие значительного сопротивления в месте контактирования термопары и металла трубы развивается высокая температура и термопара приваривается.
Приварка термопары возможна также от сварочного генератора. В этом случае устанавливается необходимое напряжение 6-24 В. Время сварки устанавливается опытным путем т 0,2-1 с.
После приварки термопары устройство извлекают из канала. Для установки тер.мопары в следующей точке укрепляют термопару на щтанге и биметаллической пластине, например, при помощи легкоплавкого металла, пластилина, перемещают устройство в нужную точку. После этого перемещают в это же сечение канала наружное обогревающее устройство, замыкают ключ KI и повторяют весь цикл.
Использование предлагаемого изобретения позволяет контролировать момент и усилие прижатия тер.мопары к внутренней поверхности трубы, что повыщает надежность установки термопары. Кроме того,
малые габариты штанги позволяют устанавливать термопары в каналах с малым проходным сечением.
Формула изобретения
Способ установки термопары на внутренней поверхности трубы, заключающийся в размещении термопары в заданной точке с помощью электропроводной штанги, прижатии термопары к внутренней поверхности трубы и приварке ее, отличающийся тем, что, с целью обеспечения надежности установки термопары через имеющийся в загруженной трубе свободный канал с малым проходным сечением, прижатие тер.мопары осуа1ествляют посредством закрепленной на щтанге биметаллической пластины, при это.м нагревают пластину от внешнего источника тепла, подключают к стенке трубы и к штанге источник питания, и по протеканию тока в цепи контролируют прижатие термопары, после чего приваривают термопару к поверхности трубы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
ДГо 606113, кл. G 01 К 7/02, 1976.
2. .Авторское свидетельство СССР iio заявке № 2926314, кл. G О К 7/06,20.06.80 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки термопар,преимущественно на внутренней поверхности труб | 1980 |
|
SU900124A1 |
| Устройство для установки термопар | 1981 |
|
SU991183A1 |
| Устройство для измерения температуры | 1981 |
|
SU1015265A1 |
| ДЕРЖАТЕЛЬ ОБОЖЖЕННОГО АНОДА | 1994 |
|
RU2075553C1 |
| ПРЕРЫВАТЕЛЬ ТОКА ДЛЯ ГАЛЬВАНИЧЕСКИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2216824C2 |
| СПОСОБ УДАЛЕНИЯ ОТЛОМКА ИНСТРУМЕНТА ИЗ КОРНЕВОГО КАНАЛА ЗУБА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2643411C2 |
| Устройство для установки термопар по периметру внутренней направляющей калориметрической трубки | 1983 |
|
SU1232956A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Устройство для электродуговой приварки стержней | 1981 |
|
SU959946A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ СВАРКИ | 2009 |
|
RU2389985C1 |
Kl
kH
