Изобретение относится к сварочному производству, а именно к способам измерения температуры в зоне сварки при выполнении исследовательских или промышленных работ, связанных со сваркой изделий, при которых контролируется распределение температур вблизи свариваемых торцов и температура используется как параметр управления нагревом при сварке и последующей термообработке швов.
Известен способ измерения температур при контактной стыковой сварке труб, при котором термопары расположены вдоль оси свариваемых труб на известных расстояниях от торцов в 4-5 точках (см., например, B.C.Лифшиц и М.Д.Литвинчук Прессовые методы сварки магистральных и промысловых трубопроводов. - М.: Недра, 1970 г., стр.57. Спаи термопар перед сваркой приваривают к поверхности труб или зачеканивают в металл трубы.
Основным недостатком такого способа замера является высокая трудоемкость при приварке и особенно при зачеканке спаев термопар. Применение такого способа замера допустимо лишь при проведении единичных опытов по сварке и неприемлемо в промышленных условиях.
Известно устройство для измерения температуры поверхности объекта (патент RU №2029928, кл. 6 G01К 7/00, 27.02.1995), содержащее упругий теплоприемник, соединенный с термопарой, основание которого жестко связано с корпусом, при этом упругий теплоприемник выполнен в виде полусферического наконечника, к вершине внутренней поверхности его жестко прикреплен спай термопары. При измерении температуры устройство прижимают выпуклой наружной поверхностью приемника тепла к поверхности объекта.
Недостатки использования такого устройства при замерах температур быстротечных процессов нагрева при сварке связаны с его инерционностью, так как между спаем термопары и поверхностью изделия находится металл упругого теплоприемника. Кроме этого, из-за большого диаметра наконечника его невозможно расположить вблизи зоны сварки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ крепления термопар, раскрытый в патенте RU №2034246, кл. 6 G01К 7/02, 30.04.1995, при котором термопару прижимают к поверхности объекта с усилием 12 кГс, после этого пропускают через термопару и зону контакта объекта с ней электрический ток, а затем вдавливают термопару в испытуемый объект.
Недостатком данного способа является невозможность в промышленных условиях организовать быстрое и точное крепление спая вблизи зоны сварки с использованием прихватки спая сваркой, а также возможная опасность окисления спая при сварке или обрыва проволоки термопар вблизи спая при его вдавливании в изделие.
Техническим результатом предлагаемого изобретения является оптимизация технологических приемов быстрой и точной установки термопар перед сваркой для использования измеренной температуры как параметра управления при регулирования процесса сварки, что достигается тем, что при измерении температуры в зоне сварки, включающем установку термопар, зажатие изделий в губках и нагрев изделия проходящим током, измерение температуры производят термопарами, которые устанавливают в каналах, параллельных к поверхности изделия губок, спай термопар поджимают в процессе замера к поверхности изделия через калиброванное отверстие в дне канала, перпендикулярного к поверхности изделия, в сторону изделия, пружиной с изолирующей прокладкой или винтом с возможностью внедрения его в тело изделия при зажатии губками, при этом после установки выводов термопар каналы, параллельные поверхностям губок и изделию, заполняют огнеупорной быстротвердеющей смесью маршаллита с гидролизированным этилсиликатом.
Заявляемый способ измерения температуры в зоне сварки приведен на фиг.1, 2, 3, где:
- на фиг.1 схематично показан способ измерения температуры в зоне сварки при прижатии спая термопар пружиной;
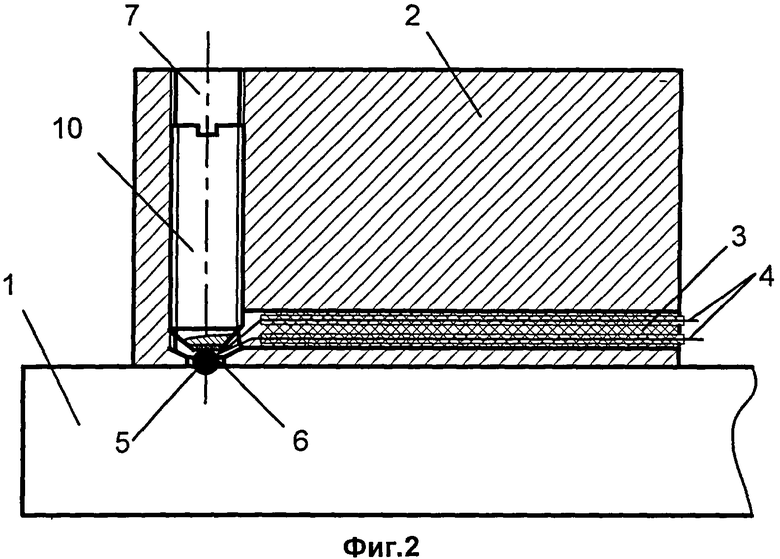
- на фиг.2 схематично изображен способ измерения температуры в зоне сварки при прижатии спая термопар винтом с возможностью внедрения его в тело изделия;
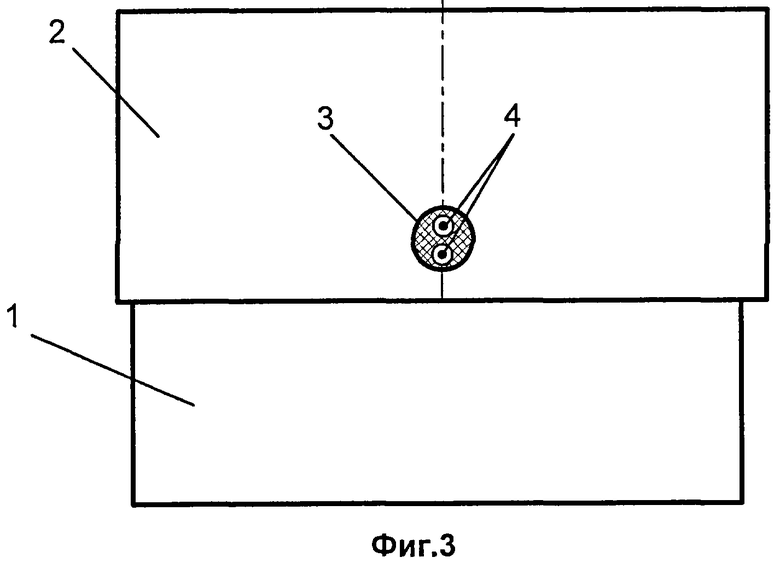
- на фиг.3 показан вид по стрелке А на фиг.1.
Заявляемый способ измерения температуры в зоне сварки осуществляется следующим образом.
Перед осуществлением сварки изделия 1 зажимают сварочными губками 2, в поперечные каналах 3 которых размещают термопары 4 с горячим спаем 5 так, чтобы спай 4 оказался в центре калиброванного отверстия 6 дна перпендикулярного канала 7. При сварке стальных изделий спай 4 прижимают в перпендикулярном канале 7 пружиной 8 через изолирующую прокладку 9, а при сварке изделий из алюминиевых сплавов - винтом 10, таким образом, чтобы спай 4 выступал в отверстии 6 за нижний край сварочной губки 2. Изолирующая прокладка 9 изготовлена из термоизоляционного материала для избежания погрешностей в передаче ЭДС термопар. Для фиксации в этом положении и изоляции термопар от сварочных губок 2 поперечные каналы 3 заполняют быстротвердеющей огнеупорной смесью маршаллита с гидролизованным этилсиликатом. Калиброванное отверстие 6 имеет диаметр больше диаметра спая 4, поэтому спай 4 не касается краев отверстия, что важно для предотвращения погрешностей при замерах температуры поверхности изделия. После зажатия изделий 1 сварочными губками 2 спай 4 термопар прижимается к поверхности изделий пружиной 9 или внедряется в тело изделия 1 при прижатии спая 4 винтом 10. Внедрение спая 4 в тело изделия повышает точность показаний термопар при замере возникающей в спае 4 термоЭДС.
Применение предложенного способа измерения температуры в зоне сварки, включающего установку термопар, зажатие изделий в губках и нагрев изделия проходящим током, при котором измерение температуры производят термопарами, которые устанавливают в каналах, параллельных к поверхности изделия губок, при этом спай термопар поджимают в процессе замера к поверхности изделия через калиброванное отверстие в дне канала, перпендикулярного к поверхности изделия, в сторону изделия, при этом спай термопар поджимают пружиной с изолирующей прокладкой или винтом с возможностью внедрения спая в тело изделия при зажатии губками, а после установки выводов термопар каналы, параллельные поверхностям губок и изделию, заполняют огнеупорной быстротвердеющей смесью маршаллита с гидролизированным этилсиликатом
- полностью решает задачу точного и быстрого размещения термопар для замера температур при сварочном нагреве изделий;
- может с успехом использоваться как при исследованиях сварочных процессов, так и в промышленном производстве для обеспечения управления сварочным нагревом в процессе сварки;
- позволяет использовать термопары для замеров многократно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения градиента температур в зоне сварки профилей при контактной стыковой сварке | 2016 |
|
RU2636782C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ И ИЗМЕРЕНИЕМ ТЕМПЕРАТУРЫ ОБРАЗЦОВ ИЗДЕЛИЙ РАЗЛИЧНОГО СЕЧЕНИЯ | 2012 |
|
RU2504462C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| Устройство для изготовления микротермопар | 2017 |
|
RU2660323C1 |
| Устройство для изготовления микротермопар | 2017 |
|
RU2681859C2 |
| СПОСОБ ИЗМЕРЕНИЯ УСИЛИЯ ОСАДКИ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2012 |
|
RU2486998C1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1989 |
|
SU1794617A1 |
| Устройство для измерения теплового потока | 1989 |
|
SU1719930A1 |
| СПОСОБ И УСТРОЙСТВО ЗАЩИТЫ ОТ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ | 2014 |
|
RU2571293C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ВКРЕСТ ИЗОЛИРОВАННОГО ПРОВОДНИКА С НЕИЗОЛИРОВАННЫМ | 1968 |
|
SU212733A1 |
Изобретение относится к сварочному производству, а именно к способам измерения температуры в зоне сварки при выполнении исследовательских или промышленных работ, связанных со сваркой изделий, при которых контролируется распределение температур вблизи свариваемых торцов и температура используется как параметр управления нагревом при сварке и последующей термообработке швов. Способ измерения температуры в зоне сварки включает установку термопар, зажатие изделий в губках и нагрев изделия проходящим током, измерение температуры производят термопарами, которые устанавливают в каналах, параллельных к поверхности изделия губок, спай термопар поджимают в процессе замера к поверхности изделия через калиброванное отверстие в дне канала, перпендикулярного к поверхности изделия, в сторону изделия, пружиной с изолирующей прокладкой или винтом с возможностью внедрения его в тело изделия при зажатии губками, при этом после установки выводов термопар каналы, параллельные поверхностям губок и изделию, заполняют огнеупорной быстротвердеющей смесью маршалита с гидролизированным этилсиликатом. Технический результат - оптимизация технологических приемов быстрой и точной установки термопар перед сваркой для использования измеренной температуры как параметра управления при регулировании процесса сварки. 3 з.п. ф-лы, 3 ил.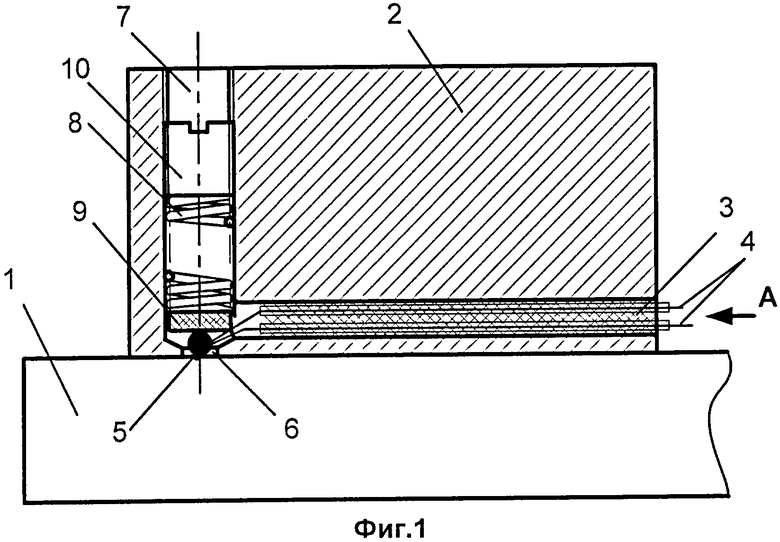
1. Способ измерения температуры в зоне сварки, включающий установку термопар в губках при наличии изоляции выводов, зажатие изделий в губках и нагрев изделия сварочным током, отличающийся тем, что измерение температуры производят термопарами, которые устанавливают в каналах, параллельных поверхностям губок и изделию, а спай термопар при этом поджимают в процессе замера к поверхности изделия через калиброванное отверстие дна канала, перпендикулярного к поверхности изделия.
2. Способ измерения температуры в зоне сварки по п.1, отличающийся тем, что спай термопар поджимают пружиной с изолирующей прокладкой.
3. Способ измерения температуры в зоне сварки по п.1, отличающийся тем, что спай термопар поджимают винтом с возможностью внедрения спая в тело изделия при зажатии губками.
4. Способ измерения температуры в зоне сварки по п.1, отличающийся тем, что после установки выводов термопар каналы, параллельные поверхностям губок и изделию, заполняют огнеупорной быстротвердеющей смесью маршаллита с гидролизированным этилсиликатом.
| Способ установки термопары на внутренней поверхности трубы | 1980 |
|
SU972256A1 |
| Устройство управления машиной для контактной стыковой сварки оплавлением | 1989 |
|
SU1731528A2 |
| Способ регулирования процесса кон-ТАКТНОй СТыКОВОй СВАРКи | 1979 |
|
SU812469A1 |
| Устройство автоматического управления термическим циклом контактной сварки | 1988 |
|
SU1590280A1 |

