Известен штамп для глубокой вытяжки «з л;истового мета.1л;1. R котором обеспечивается )азгрузка донно части вытя111вае: ой детали от усилий вытяжки иутел придания нижней части iiyaiicoHa сфер1 чоской формы.
Описываемый штами с целью повышения коэффиш ента вытяжк-.. снабжен установленным на буфере зажимным кольцом, зак.пгнизающ ; пзансоис .донкхю ча;ть вытягизае 01 1 дотал;; зс/юд .; зыхолом .-с ил матрицы.
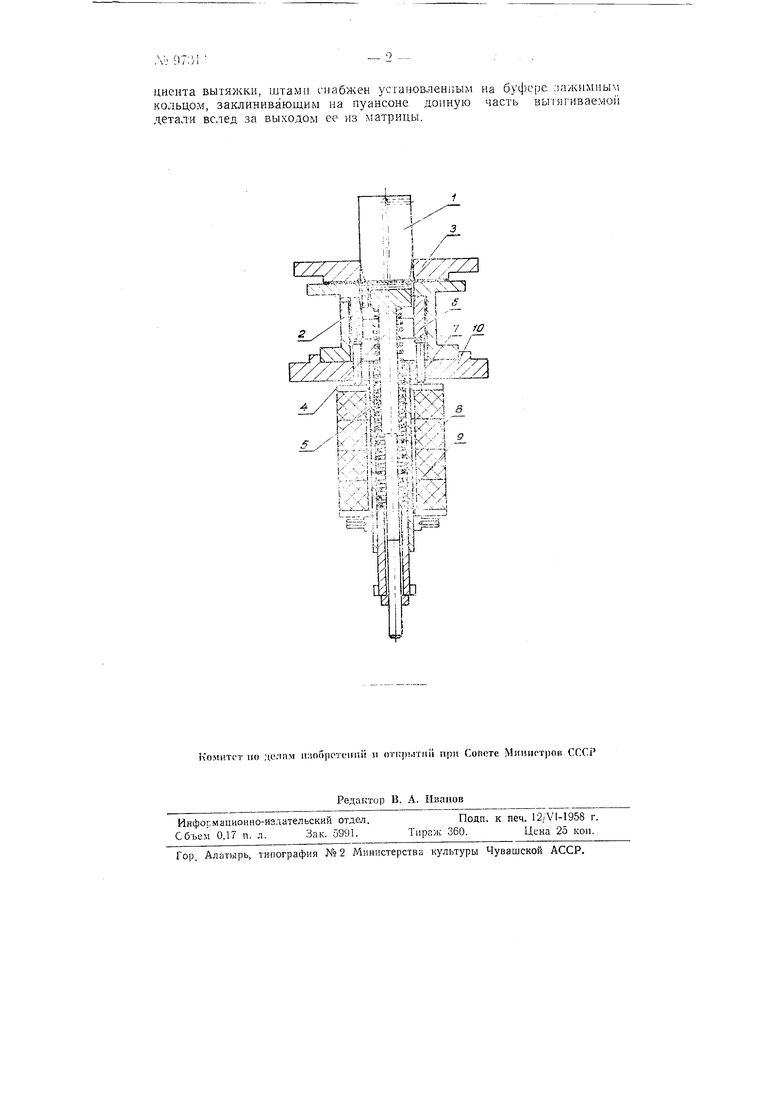
На чертеже изображен разрез нред/тгаемого штампа. Штамп слстоит из пуансона 7. матрлцы 2, Прмж:пг; ого ко.чьца . зытаткмзателя 4 с пружинным буфер,о 5 и з.ажимного ко.тьца 6, устапоБлснн10го пргт номошн толкателей 7 на резиновом буфере 6. Пружип.ньп буфер J с.моитирсвап внутри трубы 9, а резинопыГ буфе|1 8-снарул-и-г ее. Труба 9 ввернута в плиту W, на которой жестко закреплена матрица 2.
Донаая часть вытягиваемой детали не ледленпо по выходе её п.; .матрицы заклинивается между Зaжи iJlым кольцом 6 :i пуан.оном /. При да.тьнейшей вытяжке усилие вытяжкой вoLЛlpннI мaтьcя тргнием вытягибмой детали о пуансон и шрижимное кольцо /). При этом донная часть детали разгружается от усилия вытяжки.
Указанное заклинивание достигается тем, что пуансону и зажимному кольцу придают небольшую конусность.
Готовая деталь удал.яется из зажимного ко. и матрищ при помоши выталкивателя 4.
П ) е д м е т и з о б р е т е м и я ,
Штамп для глубокой вытяжки .металлов в .1олодном состо,янни. обеспечивающий разгрузку донной части вытягиваемой детали от усилий вытяжки, о т л и ч а ю ш м и с я тем, что. : целью довь::м.-1ия коэфч1м1циента вытяжки, штамп снабжен установлен1 ым кольцом, заклинивающим на пуансоне д,онную деталИ вслед за выходом ее из матрицы. на буфере ла/кнмным часть вытягиваемо 
i W«;«5 y;v.- n;sSjr j-J y--;--;:-iJ
- -.ii, . .
, Р гПЛС1
К-/|1й
k-vl Sa r4iky;l S
1 S
-к л i -
Ыг
fir ,;..
r.TitxA,- g
Ь-4ш I т.
.. .-IX Ь- -пШ: jK/vi рШ
Lj;:-,.-.ii Л н; L.:;
Е.|iJii
