(5) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ С НЕСКОЛЬКИМИ ОТВЕРСТИЯМИ

1
Изобретение относится к установкам для непрерывной разливки и предназначено для использования при отливке полого слитка с двумя или несколькими продольными отверстиями, расположенными рядами.
Известно-устройство для непрерывного литья слитков с одним отверстием, содержащее кристаллизатор и расположенный в нем дорн, установленный на дер ; ателе и снабженный приводом возвратно-поступательного движения tl .
Однако данное устройство неприменимо для получения слитков с несколькими отверстиями.
Известно устройство для непрерывного литья слитков с несколькими отверстиями, содержащее дорны, стационарно закрепленные в дер {ателеГ2 1.
Недостаток известного устройства заключается в том, ч го его использование приводит либо к браку получаемых слитков по порывам корочки, либо К полному прекращению процесса. Объясняется это тем, что в результате усадки формирующаяся на дорнах корочка металла схватывает дорны и при незначительных изменениях процесса разливки (кратковременной остановке тянущих клетей, снижении скорости разливки, поводке слитка и т.п.) приводит к заклиниванию корочек на дорнах с последующим их порывом или к прекращению процесса разливки. Возникновению порывов корочек при стационарном закреплении дорнов способствует то обстоятельство, что на формирующиеся на дорнах корочки постоянно в течение всего процесса разливки действуют неблагоприятные растягивающие усилия, которые в момент сдергивания корочек слитка с дорнов нередко превышают допустимые.
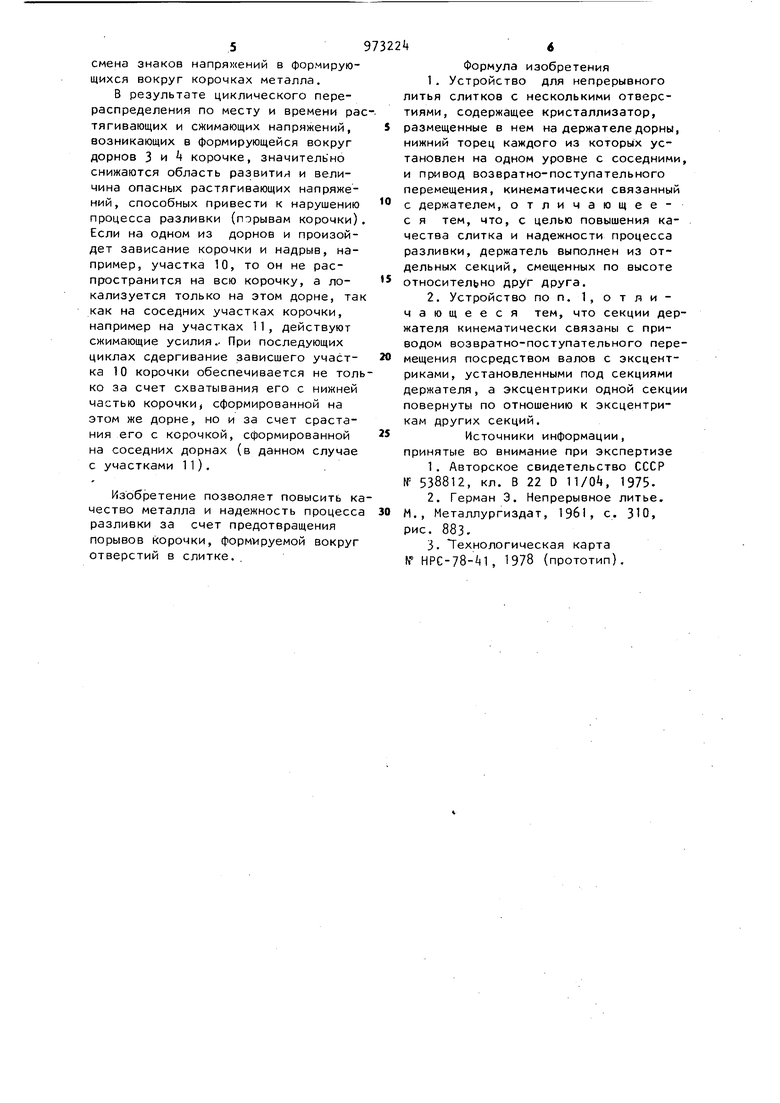
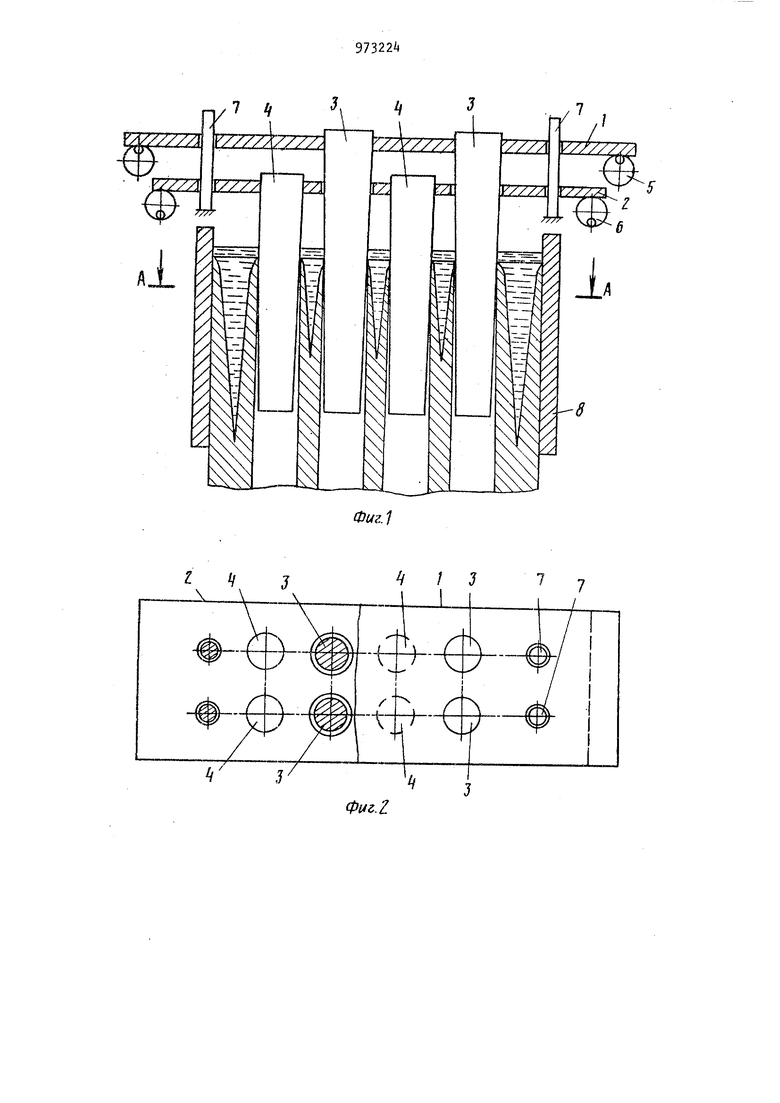
Известно устройство для непрерывного литья слитков с несколькими отверстиями, содержащее кристаллизатор, размещенные в нем на держателе дорны, нижний торец каждого из которых установлен на одном уровне с соседни ми, и привод возвратно-поступательного перемещения, кинематически связанный с держателем. Использование этого устройства позволяет повысить как качество получаемых слитков, так и надежность процесса разливки в результате уменьшения количества порывов корочек слитка, формирующих отверстия 3 }. Однако случаи нарушения процесса разливки, ведущие к браку слитка или к прекращению процесса, имеют место при эксплуатации и этого устройства, Причина заключается в том, что в случае возникновения при растягивающих усилиях (возвратном перемещении дорнов) порывов, формирующихся на дорнах корочек слитка, последние не ликвидируются (не завариваются) при поступательном перемещении дорнов, так как охлаждаемая дорном оторвавшаяся часть корочки сокращается (усаживается) и с большой силой охватывает ДОрн, и прочности корочки, вновь образующейся за один цикл перемещения дорна в месте разрыва, недостаточно, чтобы сдвинуть зависшую на дорне часть корочки, сформировавшуюся ранее. При этом в период образования надрыва корочки на любом дорне на всех остальных дорнах корочка также испытывает растягивающие напряжения, что приводит в боль шинстве случаев к распространению надрыва на остальные дорны. Целью изобретения является повышение качества слитка и надежности про цесса разливки. Поставленная цель достигается тем что а устройстве для непрерывного литья слитков с несколькими отверстиями, содержащем кристаллизатор, размещенные в нем на держателе дорны нижний торец каждого из которых установлен на одном уровне с соседними и привод возвратно-поступательного п ремещения, кинематически связанный с держателем, держатель выполнен из отдельных секций, смещенньгх по высоте относительно друг друга. При этом секции держателя кинематически связаны с приводом возвратно поступательного перемещения посредст вом валов с эксцентриками, установленными под секциями держателя, а эксцентрики одной секции повернуты ПО отношению к эксцентрикам других секций. На фиг. 1 изображено устройство для непрерывного литья слитков с несколькими отверстиями, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1. Устройство содержит держатель, выполненный из отдельных секций 1 и 2 с закрепленными в них рядами дорнов 3 и 4. При этом ряд дорнов 3 закреплен в секции 1, а смежный им ряд в секции 2. Секции 1 и 2 установлены на эксцентрики 5 и 6, кинематически связанные с приводом возвратно-по-ступательного перемещения (не показан), в направляющих 7, исключающих боковые перемещения и перекосы. Дорны расположены в кристаллизаторе 8. В рассматриваемом варианте устройство предназначено для отливки прямоугольного слитка 9 сечением мм с восемью отверстиями диаметром 60 мм каждое. В слитке 9 имеются участки 10 и П формирования общей корочки. Перед разливкой в полость кристаллизатора 8 вводят дорны на заранее заданную величину, которая определяется уровнем мениска металла в кристаллизаторе (предпочтительно 50100 мм от верхнего среза кристаллизатора) и конструкцией самого дорна, тоже определяющей положение мениска металла на нем при разливке. Эти уровни должны совпадать. В рассматриваемом примере длина рабочей части дорна, считая от заданного положения мениска, составляет 300 мм. Снизу в кристаллизатор 8 вводится и уплотняется головная часть затравки, а жидкий металл подают через металлопровод (не показаны). По достижению мениском заданного уровня включаются механизм вытяжки слитка и привод возвратно-поступательного перемещения . Эксцентрики 5 и 6 сообщают установленным на них секциям 1 и 2, а следовательно, и закрепленным на них дорнам 3 и 4 различное по фазе перемещение. При этом если в определенный период секция 1 перемещается поступательно (вслед за слитком), а секция 2 перемещается вверх,, то в следующий период направ1 и 2 с дорление перемещения секции нами 3 и 4 меняется на- обратное, т.е. дорны 3 перемещаются вверх, а дорны k - вниз. Одновременно происходит и 5 смена знаков напря : ений в формирующихся вокруг корочках металла. В результате циклического перераспределения по месту и времени ра тягивающих и сжимающих напряжений, возникающих в формирующейся вокруг дорнов 3 и 4 корочке, значительно снижаются область развития и величина опасных растягивающих напряжений, способных привести к нарушению процесса разливки (порывам корочки) Если на одном из дорнов и произойдет зависание корочки и надрыв, например, участка 10, то он не распространится на всю корочку, а локализуется только на этом дорне, та как на соседних участках корочки, например на участках 11, действуют сжимающие усилия.- При последующих циклах сдергивание зависшего участка 10 корочки обеспечивается не тол ко за счет схватывания его с нижней частью корочкиj сформированной на этом же дорне, но и за счет срастания его с корочкой, сформированной на соседних дорнах (в данном случае с участками 11). Изобретение позволяет повысить к чество металла и надежность процесс разливки за счет предотвращения порывов корочки, фopмv pyeмoй вокруг отверстий в слитке. Формула изобретения 1.Устройство для непрерывного литья слитков с несколькими отверстиями, содержащее кристаллизатор, размещенные в нем на держателе дорны, нижний торец каждого из которых установлен на одном уровне с соседними, и привод возвратно-поступательного перемещения, кинематически связанный с держателем, отличающеес я тем, что, с целью повышения качества слитка и надежности процесса разливки, держатель выполнен из отдельных секций, смещенных по высоте относительно друг друга. 2.Устройство по п. 1, о т л и чающееся тем, что секции держателя кинематически связаны с приводом возвратно-поступательного перемещения посредством валов с эксцентриками, установленными под секциями держателя, а эксцентрики одной секции повернуты по отношению к эксцентрикам других секций. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 538812, кл. В 22 D 11/0, 1975. 2.Герман 3. Непрерывное литье. М., Металлургиздат, 1961, с, 310, рис. 883. 3.Технологическая карта f HPC-78-4l, 1973 (прототип).
//
J 3
