1
Изобретение относится к металлургии, в частности к непрерывной отлпвке полых заготовок.
Известен способ непрерывной отливки полых заготовок, по которому формирование наружной корочки производят в кристаллизаторе, а внутренней - на охлаждаемом дорне из металла, подаваемого в кристаллизатор. Однако известный способ не обеспечивает требуемого качества получаемой полой заготовки в завпсимости от ее назначения.
Известно, что свойства деталей определяются исходной структурой литого металла и особенностями его внутреннего строения. Поэтому в зависимости от того, какая поверхность полых деталей (внутренняя или наружная) находится в условиях высокой нагрузки, желательно пористую зону в процессе формирования непрерывной заготовки, предназначенной для изготовления этих деталей, сме.щать в том или ином направлении по сечению.
По известному способу, когда формирование наружной и внутренней корочек происходит на одном уровне в соответствии с известными закономерностями затвердевания, пористая зона полого слитка смеш,ается относительно его центра только в сторону внутренней поверхности, а это отрицательно сказывается па качестве деталей, получаемых из заготовок с сильно нагруженной внутренней поверхностью.
Целью изобретения является повышение .качества полой непрерывной заготовки, отливаемой для изготовления деталей различного назначения. Это достигается тем, что формирование внутренней корочки осуществляют, заливая расплавленный металл в огнеупорный полый цилиндр, погружаемый под уровень рас, плава в кристаллизаторе и окружающий дорн, при этом уровень металла в указанном цилиндре изменяют по отношению к уровню металла в кристаллизаторе путем воздействия внешних сил.
Описываемый способ обеспечивает регулирование нарастания толщины внутренней корочки полого слитка по высоте независимо от скорости нарастания наружной корочки. Следовательно, имеется 1воз.можность смещения обогащенной ликватами пористой центральной части слитка в сторону наружной или внутренней поверхностей, что благоприятно сказывается на качестве деталей, получаемых пз этих заготовок.
Для получения биметаллических полых слитков в кристаллизатор заливают металл одного химического состава, а в огнеупорный цилиндр - другого химического состава.
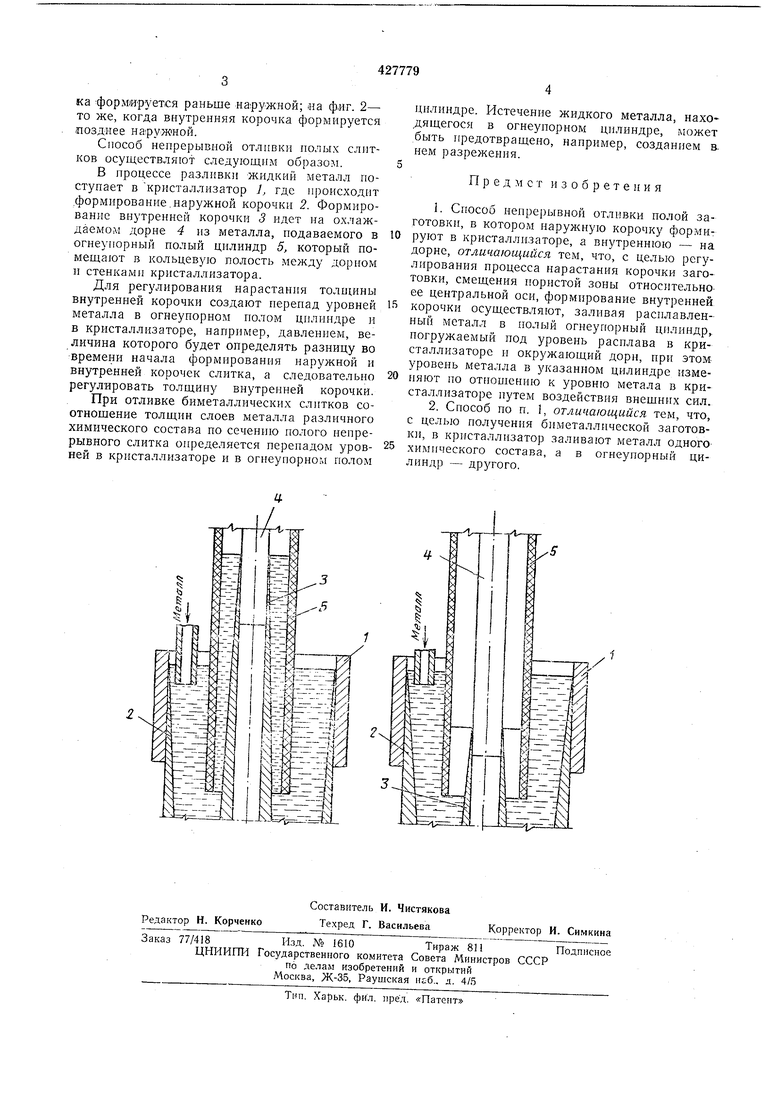
На фиг. 1 показана схема отливки полых слитков при условии, когда внутренняя корочка формируется раньше наружной; «а ф.иг. 2- то же, когда внутренняя корочка формируется позднее наружной.
Способ непрерывной отливки полых слнтков осуществляют следующим образом.
В процессе разливки жидкий металл поступает в кристаллизатор 1, где происходит .формирование.наружной корочки 2. Формирование внутренней корочки 3 идет на охлаждаемом дорне 4 из металла, подаваемого в огнеупорный полый цилиндр 5, который помещают в кольцевую полость между дорном и стенками кристаллизатора.
Для регулирования нарастангш толпц-шы внутренней корочки создают перепад уровней металла в огнеупорном полом цилиндре и в кристаллизаторе, например, давлением, величина которого будет определять разницу во времени начала формнрованпя наружной и внутренней корочек слитка, а следовательно регулировать толщину внутренней корочки.
При отливке биметаллических слитков соотнощение толщин слоев металла различного химического состава по сеченню полого непрерывного слитка определяется перепадом уровней в кристаллизаторе и в огнеупорном полом
цилиндре. Истечение жидкого металла, находящегося в огнеупорном цилиндре, может быть предотвращено, например, созданпем в. нем разрежения.
Предмет изобретения
1.Способ непрерывной отливки полой заготовки, в котором нарулсную корочку формируют в кристаллизаторе, а внутреннюю - на дорне, отличающийся тем, что, с целью регулирования процесса нарастания корочки заготовки, смещения пористой зоны относительноее центральной оси, формирование внутренней
корочки осуществляют, заливая расплавленный металл в полый огнеупорный цилиндр, погружаемый под уровень расплава в кристаллизаторе и окружающий дорн, при этомуровень металла в указанном цилиндре изменяют по от юшению к уровню метала в кристаллизаторе путем воздействия внещних сил.
2.Способ по п. 1, отличающийся тем, что, с целью получения биметаллической заготовки, в кристаллизатор заливают металл одного химического состава, а в огнеупорный цилиндр - другого.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья слитков с несколькими отверстиями | 1979 |
|
SU973224A1 |
| Устройство для непрерывной отливки заготовок из двух и более расплавов различного или одинакового химического состава | 1975 |
|
SU710768A1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СТАЛИ С ПОЛУЧЕНИЕМ ПОЛОГО СЛИТКА | 2013 |
|
RU2532537C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ БИМЕТАЛЛИЧЕСКИХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК ИЗ РАЗЛИВАЕМЫХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2147264C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
| Устройство для вертикального непрерывного литья полых заготовок | 1987 |
|
SU1452647A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2147263C1 |
