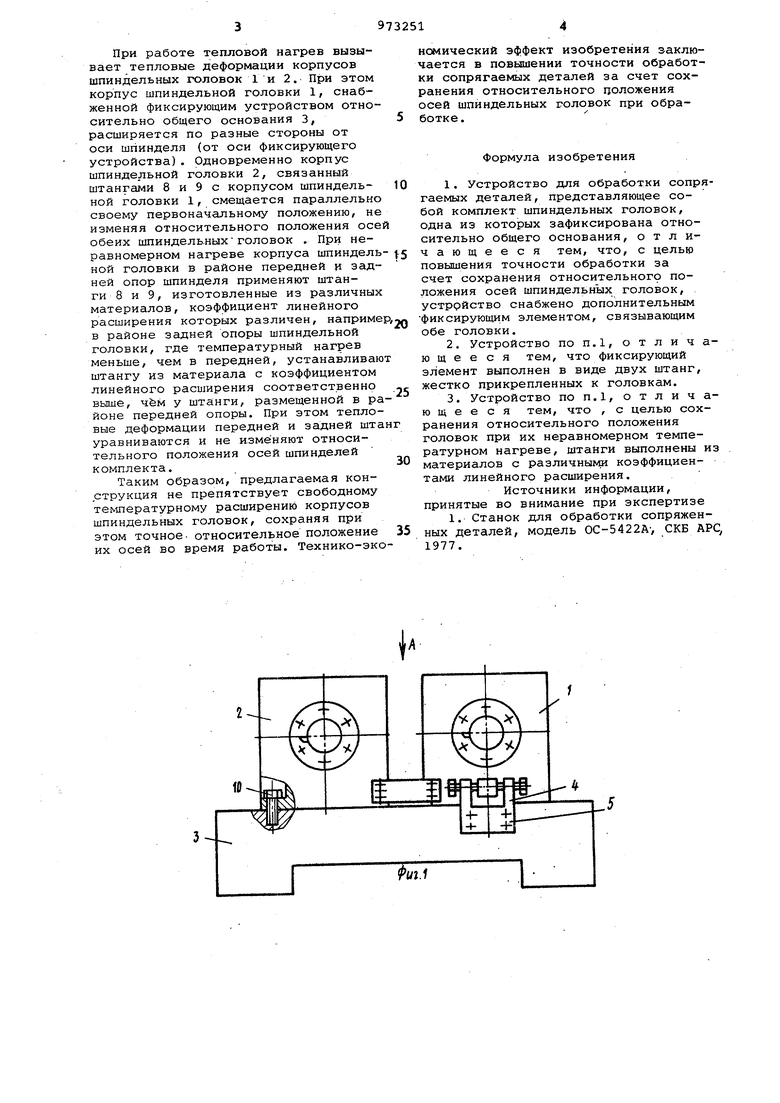
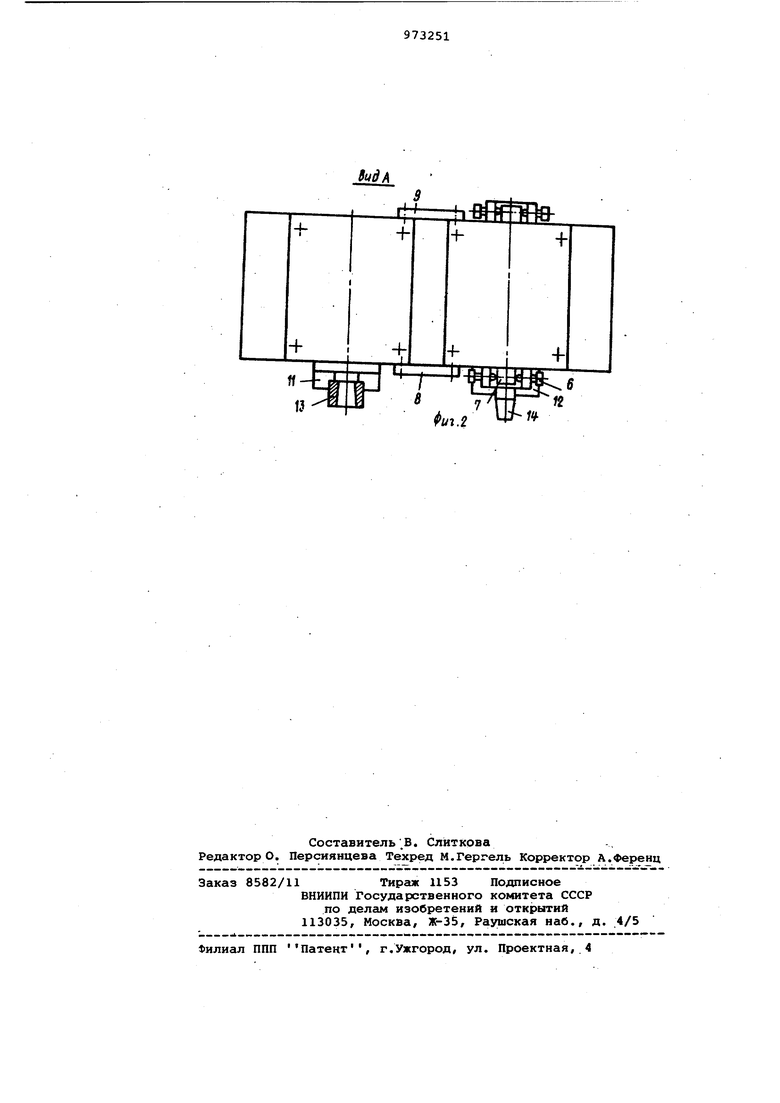
При работе тепловой нагрев вызывает тепловые деформации корпусов шпиндельных головок 1 и 2. При этом корпус шпиндельной головки 1, снабженной фиксирующим устройством отно сительно общего основания 3, расширяется по разные стороны от оси шпинделя (от оси фиксирующего устройства). Одновременно корпус шпиндельной головки 2, связанный штангами 8 и 9 с корпусом шпиндельной головки 1, смещается параллельно своему первоначальному положению, н изменяя относительного положения ос обеих шпиндельных головок . При неравномерном нагреве корпуса шпиндел ной головки в районе передней и зад ней опор шпинделя применяют штанги 8 и 9, изготовленные из различных материалов, коэффициент линейного расширения которых различен, наприме в районе задней опоры шпиндельной головки, где температурный нагрев меньше, чем в передней, устанавливаю штангу из материала с коэффициентом линейного расширения соответственно выше, чём у штанги, размещенной в ра йоне передней опоры. При этом тепловые деформации передней и задней шта уравниваются и не изменяют относительного положения осей шпинделей комплекта. Таким образом, предлагаемая конструкция не препятствует свободному температурному расширению корпусов шпиндельных головок, сохраняя при этом точное, относительное положение их осей во время работы. Технико-эко номический эффект изобретения заключается в повышении точности обработки сопрягаемых деталей за счет сохранения относительного положения осей шпиндельных головок при обработке. Формула изобретения 1.Устройство для обработки сопрягаемых деталей, представляющее собой комплект шпиндельных головок, одна из которых зафиксирована относительно общего основания, отличающееся тем, что, с целью повышения точности обработки за счет сохранения относительного положения осей шпиндельных головок, устройство снабжено дополнительным фиксирующим элементом, связывающим обе головки. 2.Устройство ПОП.1, отличающееся тем, что фиксирующий элемент выполнен в виде двух штанг, жестко прикрепленных к головкам. 3.Устройство ПОП.1, отличающееся тем, что , с целью сохранения относительного положения головок при их неравномерном температурном нагреве, штанги выполнены из материалов с различныкш коэффициентами линейного расширения. Источники информации, принятые во внимание при экспертизе 1. Станок для обработки сопряженных деталей, модель ОС-5422А, СКВ АРС. 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная головка алмазно-расточного станка | 1973 |
|
SU466962A2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Многооперационный станок | 1986 |
|
SU1351738A1 |
| СПОСОБ КОМПЕНСАЦИИ ТЕПЛОВЫХ ДЕФОРМАЦИЙ ИСПОЛНИТЕЛЬНЫХ УЗЛОВ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С ЧПУ | 2013 |
|
RU2538884C1 |
| Шпиндельный узел | 1987 |
|
SU1495001A1 |
| Агрегатный сверлильный станок | 1977 |
|
SU660811A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| Станок для двусторонней обработки концов валов | 1986 |
|
SU1397185A1 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА | 1969 |
|
SU237536A1 |
13
Вид А
п
