(54) СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ЧЕРВЯЧНОГО ЭЛЕКТРОДА-ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки многониточных шлифовальных кругов | 1987 |
|
SU1785883A1 |
| Способ изготовления алмазного инструмента | 1978 |
|
SU709354A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ профилирования шлифовального круга | 1988 |
|
SU1645117A1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| Алмазный ролик для правки червячных зубошлифовальных кругов | 1986 |
|
SU1296386A1 |
| Устройство для обработки,профилирования и правки алмазных кругов на металлической связке | 1985 |
|
SU1283001A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071408C1 |
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |
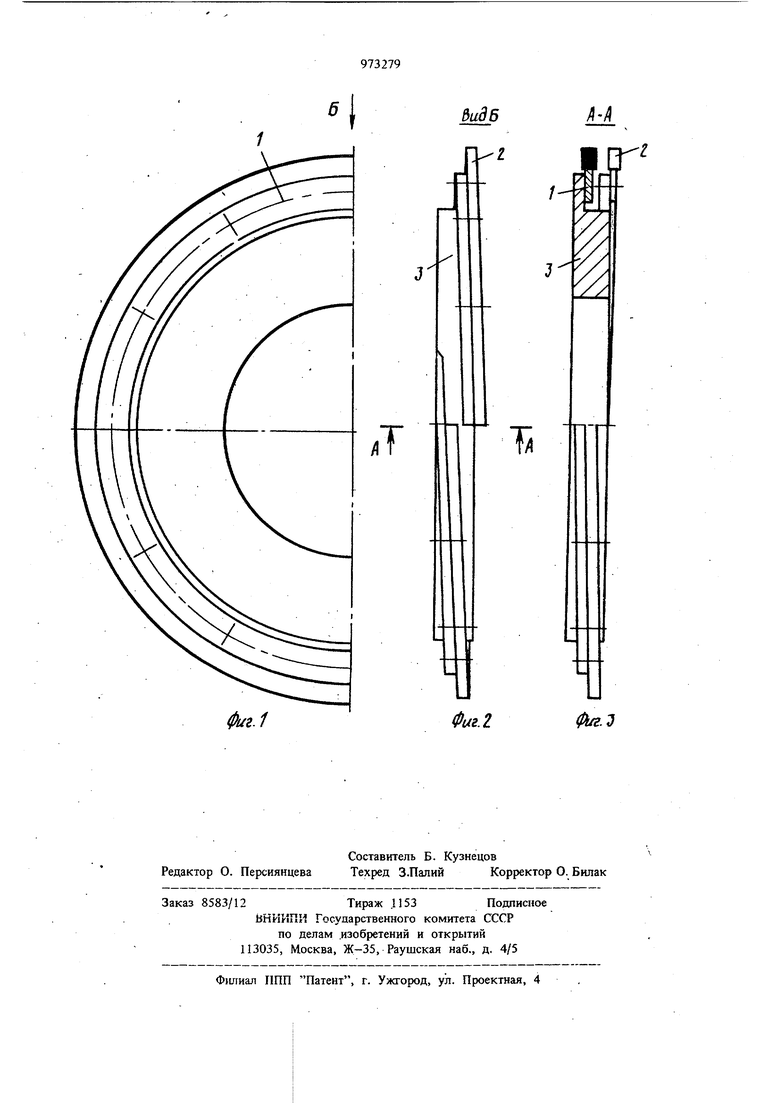
Изобретение относится к машиностроению и может быть использовано при профилировании изделий из труднообрабатываемых материалов, преимущественно твердосплавных, имеющих зубчатую или щпидевую поверхность.. Известен способ изготовления профильных алмазных кругов, при котором профилирование рабочей поверхности осуществляют в процессе пластического деформирования накатными роликами периферии алмазных кругов простой формы на мет;ашлических связках 1 . Недостатки известного способа профилирования заключаются в следующем: его реализация возможна только при использовании специальных металлических связок с повь1шенной пластичностью,. которые промышленностью не выпускаются, способ требует применения специальных станков и устройств, так как в процессе накатывания прикладыва ются значительные усилия дсфор|у1ирования, достигающие, например, при получении тага 1.5 мм величины порядка 10000 Н. Увеличение шага винтового профи.пя выше 5 мм влечет за собой увёпичспие уснлий деформирования и разрушение формируемого профиля алмазного круга. Целью изобретения является изготовление червячного алмазного инструмента с более широкими, чем возможно в настоящее время, параметрами профиля по шагу и глубнне при использовании наиболее распространенных металлических связок. Поставленная цель достигается тем, что алмазоносный слой фор1Ю1руют на промежуточном корпусе в виде плоскоготонкого диска и профилирование алмазоносного слоя осуществляют путем деформирования дисчм совместно с алмазоносным слоем, для чего диск вместе с алмазоносным слоем разрезают, П)идают им форму пружинной П1айбы и закрепляют на винтовом выступе металлического корпуса. Па фиг. 1 изображен червячный инструмент; на фиг. 2 - вид Б на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2. 3 На промежуточном корпусе в виде плоского тонкого диска 1 формируют одним из известных методов, например методом порошковой металлургии, алмазоносный слой 2 трапецеидальной формы. Затем осуществляют профилирование алмазоносного слоя путем деформирования диска совместно со слоем, для чего диск вместе с алмазоносным слоем разрезают в радиальном направлении, придают им форму пружинной шайбы и закрепляют на винтовом выступе корпуса 3, например, с помощью винтов с последующей фиксацией точечной сваркой, возможны и другие способы крепления. Биение алмазоносного слоя, вызванное возникающими при сборке погрешностями, устраняют правкой алмазным карандашом, абразивным кругом и другими известными способами правки алмазных кругов на металлической связке. Предложенный способ позволяет без применения специального оборудования изготавливать алмазные червячные инструменты с шагом вннтового профиля 10-15 мм на наиболее распространенных металлических связках. Формула изобретения Способ изготовления алмазного червячного злектрода-инструмента для процесса шлифования, в том числе для злектрохимического, включающий формирование на металлическом корпусе алмазоносного слоя прямого профиля и профилирование алмазоносного слоя методом его деформации, отличающийся тем, что, с целью расширения типоразмеров обрабатываемых деталей по шагу и глубине, алмазоносный слой формируют на промежуточном корпусе в виде плоского тонкого диска и профилирование алмазоносного слоя осуществляют путём деформирования диска совместно со слоем, для чего диск вместе с алмазоносным слоем разрезают, придают им форму пружинной шайбы и закрепляют на винтовом выступе металлического корпуса. Источники информации, принятые во внимание при экспертизе 1. Чачин В. Н., Дорофеев В. Д. Профилирование алмазных шлифовальных кругов. Минск, Паука и техника, 1974, с. 12-19, 121-124.
f(k
5ид6
.2
фиг.Ъ
