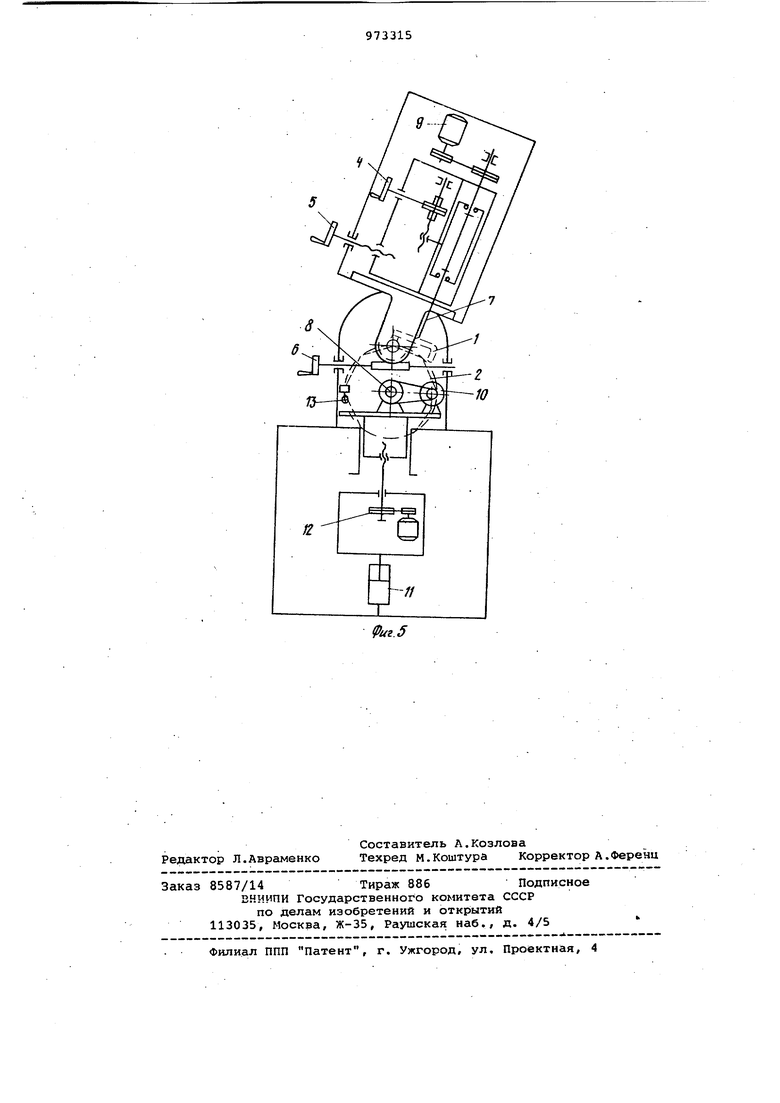
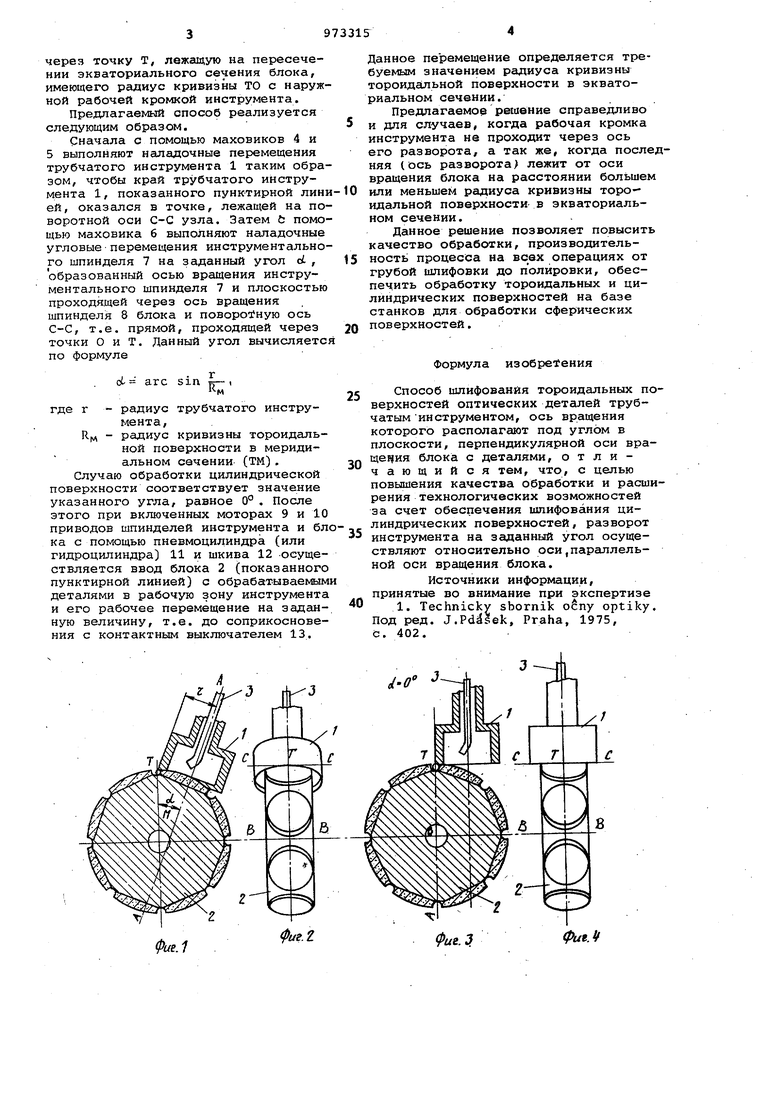
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении линз, преимущественно очковых, содержащих поверхность с двумя радиусами кривизны в двух взаимно перпендикулярных сечениях. Известен способ шлифования тороидсшьных поверхностей оптических .деталей трубчатым инструментом, ось вра1чения которого располагают под заданным углом в плоскости, перпендикулярной оси вращения блока с деталями Cl. К недостаткам даннбго способа ел дует отнести точечное касан.ие инстр мента и сравнительно большую толщину снимаемого слоя материала за оди оборот блока, что отрицательно сказывается на качестве обработки поверхности, т.е. на затратах времени при последующих операциях (в основном из-за значительной толщины трещиноватого слоя), невозможность обработки цилиндрических поверхносте Цель изобретения - повьлиение качества обработки и расширение технологических возможностей за счет обеспечения шлифования цилиндрических поверхностей. Поставленная цель достигается тем, что разворот инструмента на заданный угол осуществляют относительно оси, параллельной оси вращения блока и проходящей предпочтительно через точку, лежащую вблизи пересечения экваториального сечения блока с наружной рабочей кромкой инструмента. На фиг. 1 схематично представлено взаимное расположение инструмента и блока с деталями при обработке тороидальных поверхностей; на фиг. 2 то же, вид сбоку; на фиг. 3 - взаимное расположение инструмента и блока с деталями при обработке цилиндри- ческих поверхностей,- на фиг. 4 - то же, йид сбоку; на фиг. 5 - пример схемы реализации предлагаемого способа. Предлагаекый способ осуществляют трубчатым инструментом 1, ось вращения которого А-А располагают в плоскости, перпендикулярной оси вращения В-В блока 2 с деталями. Смазочноохлаждающую жидкость подают в зону обработки через трубку 3. Разворот трубчатого инструмента производят относительноОСИ С-С, параллельной оси В-В вращения блока и проходящей через точку Т, лежащую на пересечении экваториального сечения блока, имеющего радиус кривизны ТО с наруж ной рабочей кромкой инструмента. Предлагаемый способ реализуется следующим образом. Сначала с помощью маховиков 4 и 5 выполняют наладочные перемещения трубчатого инструмента 1 таким образом, чтобы край трубчатого инструмента 1, показанного пунктирной лини ей, оказался в точке, лежащей на поворотной оси С-С узла. Затем fc помощью маховика 6 выполняют наладочные угловые перемещения инструментального шпинделя 7 на заданный угол oL , образованный осью вращения инструментального шпинделя 7 и плоскостью проходящей через ось вращения шпинделя 8 блока и поворотную ось С-С, т.е. прямой, проходящей через точки О и Т. Данный угол вычисляется по формуле
oL arc sin
где г - радиус трубчатого инструмента,
- радиус кривизны тороидальной поверхности в меридиальном сечении (ТМ). Случаю обработки цилиндрической поверхности соответствует значение указанного угла, равное 0°. После этого при включенных моторах 9 и 10 приводов шпинделей инструмента и блока с помощью пневмоцидиндра (или гидроцилиндра;) 11 и шкива 12 -осуществляется ввод блока 2 (показанного пунктирной линией) с обрабатываемыми деталями в рабочую зону инструмента и его рабочее перемещение на заданную величину, т.е. до соприкосновения с контактным выключателем 13.
Формула изобретения
5 Способ шлифования тороидальных поверхностей оптических деталей трубчатым инструментом, ось вращения которого располагают под углом в плоскости, перпендикулярной оси вращечия блока с деталями, о т л и чающийся тем, что, с целью повышения качества обработки и расширения технологических возможностей за счет обеспечения шлифования цилиндрических поверхностей, разворот инструмента на заданный угол осуществляют относительно оси,параллельной оси вращения блока.
Источники информации, принятые во внимание при экспертизе 1. Technicky sbornik optiky. Под ред. J.Pddgek, Praha, 1975, с. 402. . Данное перемещение определяется требуемым значением радиуса кривизны тороидальной поверхности в экваториальном сечении. Предлагаемое решение справедливо и для случаев, когда рабочая кромка инструмента не проходит через ось его разворота, а так же, когда последняя (ОСЬ разворота) лежит от оси вращения блока на расстоянии большем или меньшем радиуса кривизны тороидальной поверхности в экваториальном сечении. Данное решение позволяет повысить качество обработки, производительность процесса на всех операциях от грубой шлифовки до полировки, обеспечить обработку тороидальных и цилиндрических поверхностей на базе станков для обработки сферических поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Способ шлифования профильных цилиндрических деталей | 1979 |
|
SU776881A1 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
| ВАЛКИ БЕСЦЕНТРОВЫХ СУПЕРФИНИШНЫХ СТАНКОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2212994C2 |
| Устройство для обработки оптических деталей | 1990 |
|
SU1816659A1 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| СПОСОБ ШЛИФОВАНИЯ ВАЛКА БЕСЦЕНТРОВОГО СУПЕРФИНИШНОГО СТАНКА | 2004 |
|
RU2278014C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЛИНЗ | 1998 |
|
RU2127182C1 |