(54) МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления абразивного инструмента | 1980 |
|
SU973329A1 |
| Масса для изготовления абразивного инструмента | 1977 |
|
SU663574A1 |
| Масса для изготовления абразивного инструмента | 1982 |
|
SU1086626A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU965749A1 |
| Шлифовальный круг | 1985 |
|
SU1283072A1 |
| Абразивная масса для изготовления полировального инструмента | 1979 |
|
SU870103A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU960000A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU921839A1 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU931443A1 |
| Способ изготовления гибкого абразивного инструмента | 1989 |
|
SU1779570A1 |
1
Изобретение относится к 1фоизводству абразивного инструмента, для шлифования и резки металлических материалов.
Известна масса для изготовления абразив- , ного инструмента, содержащая абразив, пульвербакелит, жидкий бакелит; фурфурол и алюмохромфосфатное связующее {1 .
Недостатком известного состава является нестабильность работы абразивных кругов и низкая их работоспособность при резке профилированного металла ручными .шлнфовальными высокооборотными мащинами.
Цель изобретения - повышение стабильности работы и режущей способности инструмента.
Указанная цель достигается тем, что в массу, содержащую абразив, жидкий бакелит и фосфатное связующее, дополнительно введена анилинофенолформальдепздная смола и графит, плакированный ашшинофенолформальдегидной смолой при 120 при соотнощешш графита и смолы 1-0,5, при зтом все компоненты массы входят в состав в следующем соотнощении, вес.%:
Абразив.. 52-86
Жидкий бакелит2-10
Фосфатное
связующее3-10
Анилинофенолформальдегидная
смола6-20
Графит ппакиро-ваиный3-8
.Пример 1.В смеситель загружают 3 вес.% графита и 6 вес.% анилинофенолформальдегидной смолы, перемешивают 15 мин и переносят смесь в вальцы,, нагретые до 120°С. Производят вальцевание смеси в течение 10 мин. Полученную массу загружают в вйбромельницу и производят размол до получения порошка плакированного графита с удельной поверхностью 1500 см/г.
Б смеситель загружают 86 вес.% карбида jg кремния j дисперсностью 400 мкм, 2 вес.% жидкого бакелита, анилинофенолформальдегидную смолу н плакированный графит из расчета б вес.% смолы и 3 вес.% графита, 3 вес.% алюмоборфосфатного связующего с
удельной поверхностью 3000 , перемешивают 15 мин и приготовленную рмесь загруягают в пресс-форму. При изготовлении армированных кругов из приготовленной смеси на нижнюю подложку пресс-формы укладывают слой стеклосетки, затем засьшают абразивную массу, разравнивают и укладьгаают второй слой стеклосетки. После этого производят прессование по следующему режиму, удельное давление 5 МПа, температура полимеризации 160±10°С, время вьщержки 4-6 ч.
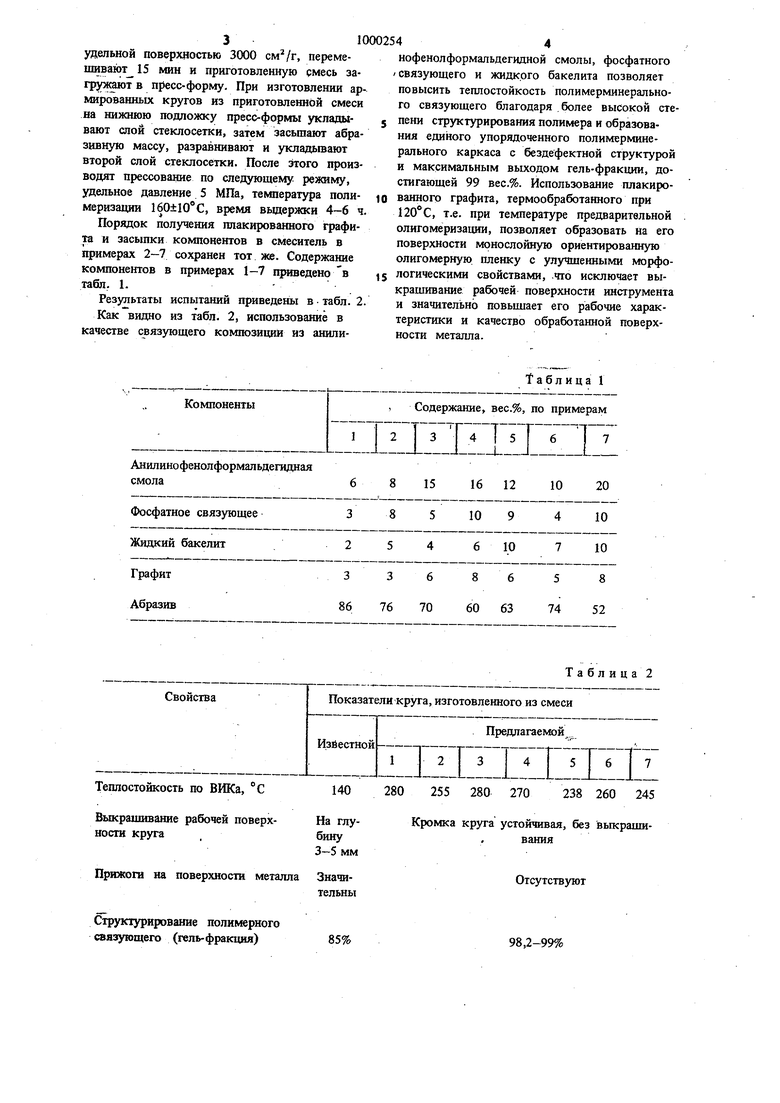
Порядок получения плакированного графита и засыпки компонентов в смеситель в примерах 2-7 сохранен тот же. Содержание компонентов в примерах 1-7 приведено в табя. 1.
Результаты испытаний приведены в табл. 2.
Как видно из табл. 2, использование в качестве связующего композиции из анилиКомпонентыАнилинофенолформальдег смола Фосфатное связующее Жидкий бакелит Графит Абразив Свойства Теплостойкость по ВИКа, °С
Выкрашивание рабочей поверхности круга
Прижош на поверхности металла Значительны
Структурирование полимерного связующего (гель-фракция)
85%
нофенолформальдегидной смолы, фосфатного Связующего и жидкого бакелита позволяет повысить теплостойкость полимерминерального связующего благодаря .более высокой степени структурирования полимера и образования единого упорядоченного полимерминерального каркаса с бездефектной структурой и максимальным выходом гель-фракции, достигающей 99 вес.%. Использование плакированного графита, термообработанного при , т.е. при температуре предварительной олигомеризации, позволяет образовать на его поверхности монослойную ориентированную олигомерную пленку с улучшенными морфологическими свойствами, что исключает выкрашивание рабочей поверхности инструмента и значительно повьщ1ает его рабочие характеристики и качество обработанной поверхности металла.
Кромка круга устойчивая, без вьжращивания
Отсутствуют
98,2-99% iiiiiiiiinzri Показатели круга, изготовленного из смеси звестной11гн1i jJjJ L± LlLL L140 280 255 280 270 238 260 245 Таблица 1 , Содержание, вес.%, по примерам 6 8 1516 12 10 20 38510 9410 2546 10710 3368658 86767060 637452 Таблица2 Предлагаемой, Показатели Свойства
Известной
полимерного связуЗначительное с о&шьным газовыделением
обработанной поверхНеудовлетворительное из-за npipKoroB и волнистости
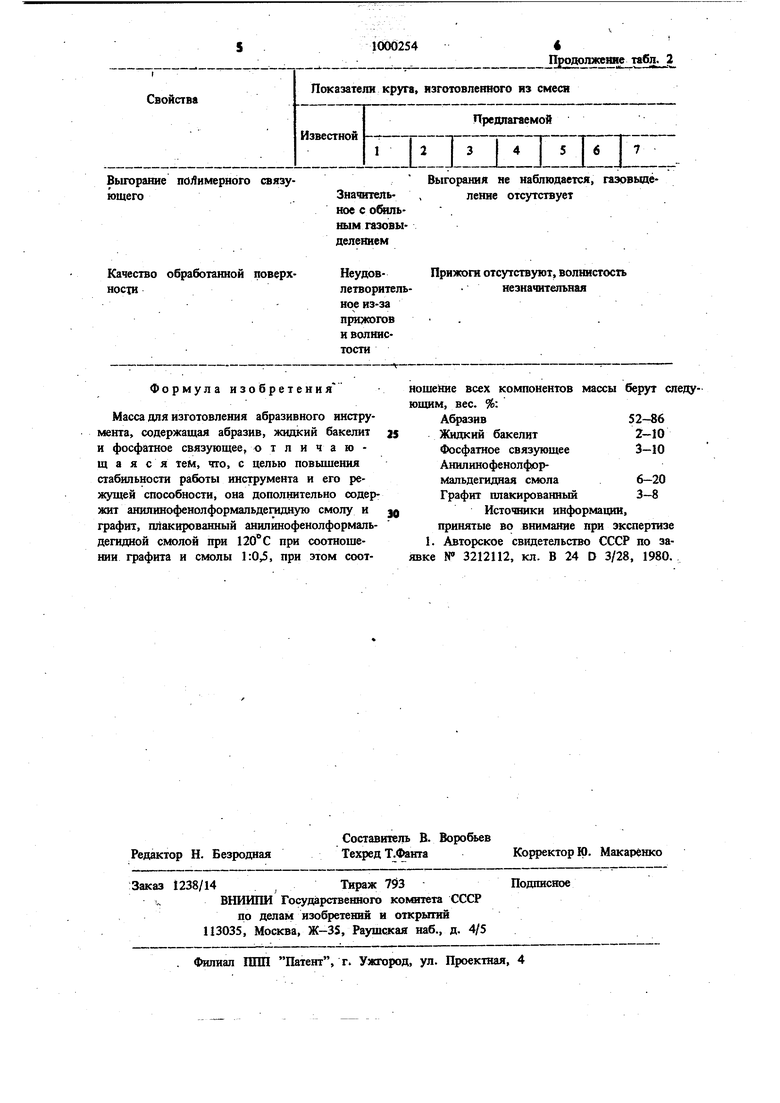
Формула изобретения
Масса для изготовления абразивного инструмента, содержащая абразив, жидкий бакелит и фосфатное связующее, отличающ а я с я тем, тго, с целью повышения стабильности работы инструмента и его режущей способности, она дополнительно содержит ашшинофенолформальдегидную смолу и графит, плакированный анилинофенолформальдегидной смолой при 120 С при соотношении графита и смолы 1:0,5, при этом соотПредлагаемой
EIEiriiniiJJll
Выгорания не наблюдается, гаэовыдёление отсутствует
Прижоги отсутствуют, волнистость незначительная
ношение всех компонентов массы берут следующим, вес. %:
А изив52-86
25Жидкий бакелитZ-10
Фосфатное связующее3-10
АшшинофенолфорМальдегидная смола6-20
Графит плакированный3-8
30Источники информации,
принятые во внимание при зкспертизе 1. Авторское свидетельство СССР по заявке № 3212112, кл. В 24 D 3/28, 1980. Продолжетге табл. 2 круга, изготовленного из смеси
