(54) УСТРОЙСТВО ДЛЯ СБОРКИ АНОДОВ ОКСИДНОПОЛУПРОВОДНИКОВЫХ КОНДЕНСАТОРОВ
С РЕЗИНОВЫМИ ЭКРАНАМИ 12
Изобретение относится к производству радиодеталей, в частности оксидно-полупроводниковым конденсаторам.
Известно устройство для изготовления и сборки шайб с анодами конденсаторов, содержащее кассету с гнездами для анодов, подвижный держатель кассеты, механизм вырубки шайб и прокалывания в них отверстий и механизм подачи анодов с толкателем l.
Недостатками устройства являются низкая производительность, так как в нем производится поштучная сборка конденсаторов, а также неполное использование материала экрана, так как шайбы изготавливаются путем вырубки из ленты.
Наиболее близкй по технической сущности к предлагаемому является устройство для сборки анодов оксидио-полупроводниковых конденсаторов с резино.выми экранами, содержащее кассету с гнездами для анодов , подвижный держатель кассеты, механизм отрезки резинового экрана, механизм для прокалывания отверстий в резиновом экране с иглодержателем и механизм подачи анодов с толкателями 2.
Недостатками данного устройства являются низкая производительность так как в нем производится поштучная сборка конденсаторов, кроме того, использование отдельных экранов для каждого анода ограничивает производительность оборудования на следующих
10 стадиях технологического процесса изготовления конденсаторов.
Цель изобретения - повычение производительности.
Указанная цель достигается тем, что в устройстве для сборки анодов оксидно-полупроводниковых конденсаторов с резиновыми экранами, содержащем кассету с гнездами для анодов, подвижный держатель кассеты, меха20низм отрезки резинового экрана, механизм для прокалывания отверстий в резиновом экране с иглодержателем и механизм подачи анодов с толкателями, в кассете выполнено гнездо для
25 резинового экрана, а подвижный держатель кассеты установлен между иглодержателем механизма для прокалывания отверстий в резиновом экране и толкателями механизма подачи ано30дов.
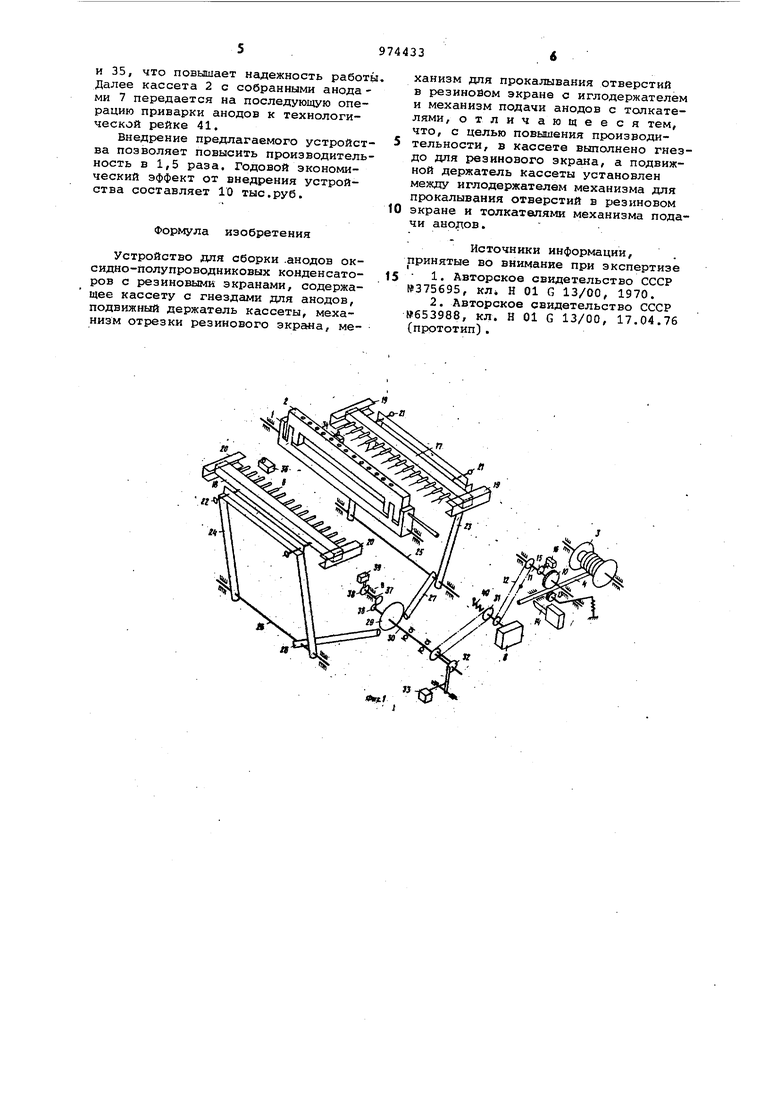
На фиг. 1 представлена кинематическая схема предлагаемого устройства; на фиг. 2 - кассета, на фиг. 3 разрез А-А на фиг. 2, на фиг. 4-7 схема сборки анодов с резиновым экраном; на Фиг. 8 - кассета с со бранными анодами; на фиг. 9 и 10 схема блокировки привода.
Устройство для сборки анодов оксидно-полупроводниковых конденсаторо с резиновыми экранами содержит подвижнЕлй держатель 1, кассету 2, в которой выполнено гнездо для резинового экрана, механизм 3 отрезки резинового экрана 4, иглодержатели 5 с иглами, толкатели € механизма подачи анодов 7 и привод 8 с механизмом 9 блокировки.
Механизм 3 отрезки резинового экрана состоит из ведущего ролика 10, закрепленного на валу 11, соединенного с валом привода В посредством цепной передачи 12, ведомого подпружиненного ролика 13 и ножа 14, закрепленного на якоре электромагнита. На валу 11 установлен кулачок 15, взаимодействующий с конечным выключателем 16.
. Иглодержатели 5 и толкат.ели б укреплены в планках 17 и 18, расположенных в направляющих 19 и 20. Планки 17 и 18 установлены с возможностью взаимодействия с регулировочными винтами 21 и 22 рам 23 и 24, установленных на осях 25 и 26, соединенных через рычаги 27 и 28 с кулачком 29, установленном на распределительном валу 30 привода .8.
Привод 8 состоит из электродвигателя , соединенного цепной передачей 31 с. радпределительным валом 30,. на котором установлена однооборотная муфта 32, управляемая электромагнитом 33 и конечными выключателями 34 и 35. Вал 30 соединен зубчатой передачей 36 механизма 9 блокировки, имеющей передаточное число одно к двум, с валом 37, на котором установлен кулачок 38 с возможностью взаимодействия с переключателем . Привод 9 снабжен предохранительной муфтой 40.
Для обеспечения механизации последуюишх стадий технологического процесса производства кондеясаторов устройство снабжено технологической .рейкой 41, предназначенной для последующей приварки к ней выводов анодов 7 конденсаторов.
Устройство работает следующим образом
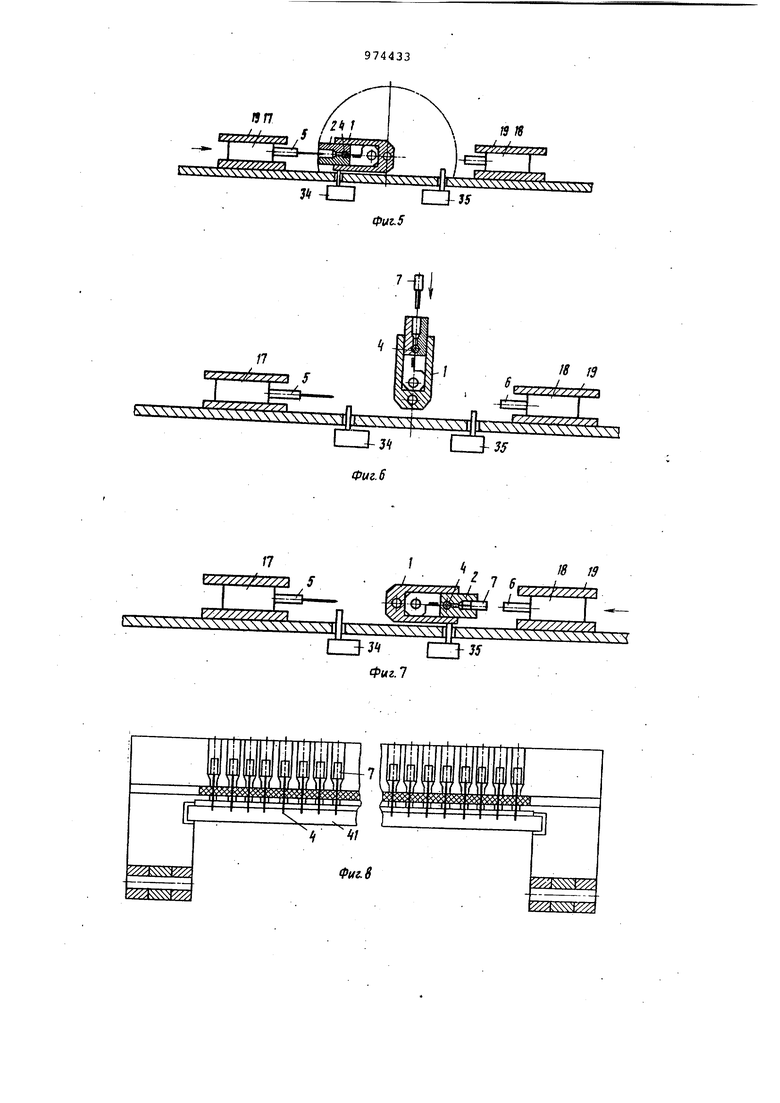
При включении привода 8 вращение через цепную передачу 12 передается валу 11 механизма 3 отрезки резинового экрана 4, на котором расположен ролик 10. Диаметр ведущего ролика 10 выбран таким образом, что за один его оборот происходит подача резинового экрана 4 на требуемую длину и кулачок 15, нажимая на конечный выключатель 16, дает команду электромагниту, который производит отрезку резинового экрана 4 ножом 14. Отрезанный резиновый экран 4 и технологическую рейку 41 укладывают в гнезда раскрытой кассеты 2 (см. фиг.2 и 3), закрывают кассету и устанавливают ее в гнездо подвижного держателя кассеты. Затем кассету 2 поворачивгиот на 90° до соприкосновения с конечным выключателем 34, который через переключатель 39 подает сигнал электромагниту 33, включающему однооборотную муфту 32. Муфта 32 вместе с распределительным валом 30, на котором установлен кулачок 29 и ведущая шестерня передачи 36, совершает один оборот. Кулачок 39 через рычаг 37, ось 25, раму 23 и регулировочные вивты 21 сообщает возвратно-поступательное движение планки 17 с иглодержателями 5, которая, перемещаясь в направляющих 19, прокалывает отверстие в резиновом экране 4, уложенном в кассете 2 (см.фиг.5).
Одновременно посредством зубчатой передачи 36 механизма 9 блокировки с передаточным числом один к двум происходит поворот на 180 кулачка 38, и переключатель 39 производит переключение цепи управления электромагнита 33 с выключателя 34 на выключатель 35, что исключает срабатывание муфты 32 при повторном нажатии на конечный выключатель 34. Затем подвижный держатель 1 кассеты возвращают в вертикальное положение и производят загрузку в гнезда кассеты 2 анодов 7 конденсаторов выводами вниз. После этого подвижный держатель 1 с кассетой 2 поворачивают на 90 до соприкосно.вения с конечным выключателем 35, который через переключатель 39 включает электромагнит 33, срабатывает муфта 32, и вал 30 с кулачком 29 и ведущей шестерней передачи 36 снова совершает один оборот.
Кулачок 29 через рычаг 28, ось 26, раму 24 и регулировочные винты 22 сообщает возвратно-поступательное движение планке 18 с толкателями 6 механизма подачи анодов, которая, перемещается в направляющих 20 посредством толкателей 6 механизма подачи анодов, производит проталкивание выводов сквозь предварительно проколотые отверстия в резиновом экране 4. Одновременно переключатель 39 производит переключение цепи управления электромагнита 33 с конечного выключателя 35 на конечный выключатель 34, т.е. обеспечивается работа устройства только при поочередном нажатии на конечные выключатели 34
и 35, что повышает надежность работы Далее кассета 2 с собранными анода ми 7 передается на последующую операцию приварки анодов к технологической рейке 41,
Внедрение предлагаемого устройства позволяет повысить производительность в 1,5 раза. Годовой экономический эффект от внедрения устройства составляет 10 тыс,руб.
Формула изобретения
Устройство для сборки .анодов оксидно-полупроводниковых конденсаторов с резиновыми экранами, содержащее кассету с гнездами для анодов, подвижный держатель кассеты, механизм отрезки резинового экрана, механизм для прокалывания отверстий в резиновом экране с иглодержателем и механизм подачи анодов с толкателями, отличающееся тем, что, с целью повышения производительности, в кассете вьтолнено гнездо для резинового экрана, а подвижной держатель кассеты установлен между иглодержателем механизма для прокалывания отверстий в резиновом экране и толкателями механизма подачи анодов.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №375695, кл Н 01 G 13/00, 1970,
2. Авторское свидетельство СССР №653988, кл. Н 01 G 13/00, 17,04,76 (прототип),
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| Автоматизированная линия изготовления радиодеталей | 1978 |
|
SU763987A1 |
| Устройство для сборки и пайки конденсаторов | 1980 |
|
SU879666A1 |
| Устройство для пайки | 1985 |
|
SU1265020A1 |
| Устройство для изготовления проволочных выводов радиоэлементов и установки их в гнезда технологической кассеты | 1984 |
|
SU1205325A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для гальванической металлизации секций конденсаторов | 1978 |
|
SU768726A1 |
| Индикатор направления искривления наклонных скважин | 1983 |
|
SU1167311A1 |
| Устройство для пайки и тренировки конденсаторов | 1987 |
|
SU1459835A1 |
| Устройство для сборки проволочных контактов | 1988 |
|
SU1554040A1 |


Фиг. 2
/l-A
dJСЭ-Л
Фиа.
0j
/8 {3
j j
ET
r.
BOSS
AxVyj
35
--J-Л
Фиг. 6
i
3f
J5-6C
1
.X
Фи&Ю
