Изобретение относится к производству радиоэлементов с выводами, а более конкретно - к специальному технологическому оборудованию для изготовления проволочных выводов и установки их в гнезда кассеты, служащей одной из частей формы при последующем формовании корпусов указанных радиоэлементов литьевым методом.
Цель изобретения повышение качества работы путем повьшения на- дежности фиксации выводов.
Поставленная цель достигается тем что предлагаемое устройство снабжено механизмом вертикального перемещени стола для фиксации технологической кассеты, соединенным с распределительным валом привода, а механизм подачи проволоки жестко закреплен на подвижном ноже механизма отрезки выводов.
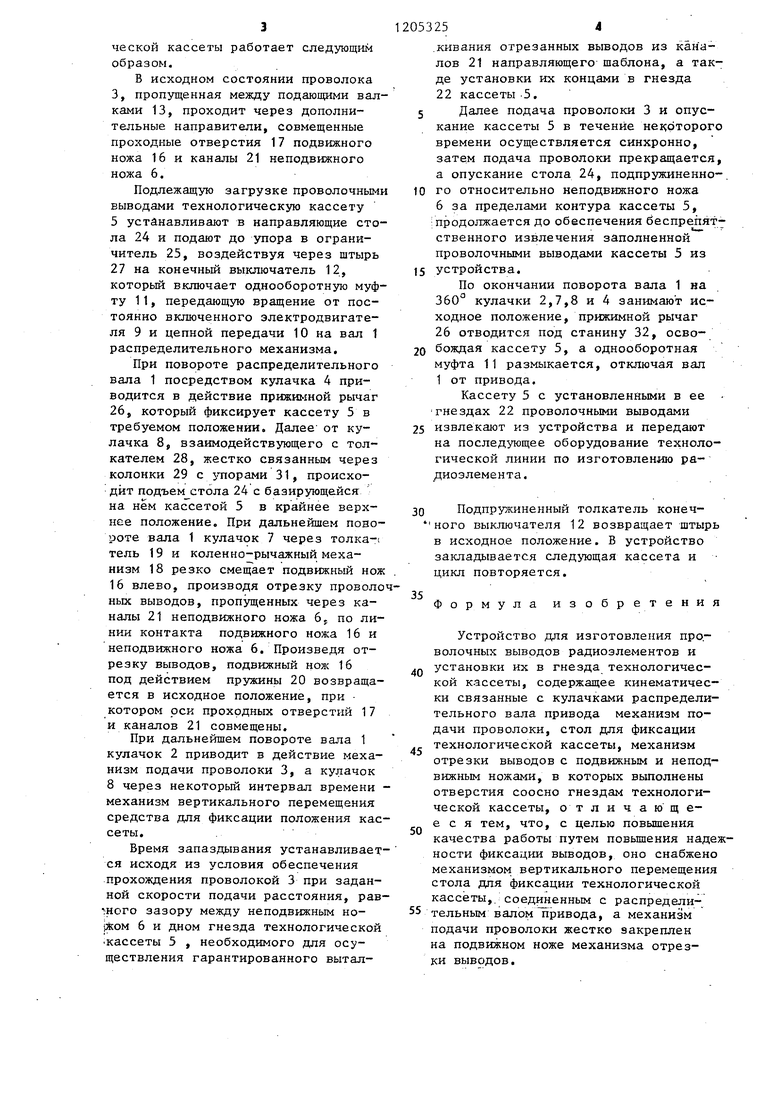
На фиг.1 изображена кинематическая схема предлагаемого устройства; на фиг.2 - предлагаемое устройство (без механизма подачи и привода), общий вид; на фиг.З - разрез А-А на фиг.2 .
Устройство для изготовления проволочных выводов радиоэлементов и установки их в гнезда технологич- ческой кассеты содержит кулачковый распределительный механизм, состоя- щий из вала 1, кулачка 2 -механизма подачи проволоки 3, кулачка 4 -управления столом для фиксации технологической кассеты 5 относительно неподвижного ножа 6, кулачка 7 механима отрезки проволочных выводов, а также кулачка 8 механизма вертикального перемещения стола дая технологической кассеты 5. Прерывистое вращение вала 1 обеспечивается от злектродвигателя 9 через цепную передачу 10 и однооборотную муфту 1)j управляемую конечным выключателем 12.
Механизм подачи проволоки из магазинов (не показаны), количество которых соответствует требуемому количеству выводов в кассете 5, выполнены в виде подающих валков 13, приводимых от кулачка 2 при помощи рычага 14, и храпового механизма 15, посредством которого задается требуемая величина подачи.
Механизм отрезки готовых БЫВОДОВ представляет собой подвижный нож
053252
16, снабженный проходными отверстиями 17 для проволоки и установленный с возможностью скольжения по верхней плоскости неподвижного ножа 6
5 под действием толкающего усилия
коленно-рычажного механизма 18, связанного через толкатель 19 с кулачком 7.
Механизм подачи проволоки с пода- О ющими валкс1ми 13 жестко связан с подвижным ножом 16 посредством конструктивных элементов (не показаны). Для обратного смещения ножевой пластины 16 совместно с смонтированным
15 на ней механизмом подачи проволоки возвратная пружина 20.
Между подвижным ножом 16 и подающими валками 13 установлены дополнительные направители для про20 волоки (не показаны).
Направляющие каналы 21 неподвижно смонтированного в корпусе неподвижного ножа 6 согласованы по раз-- мерам и характеру расположения с
25 гнездами 22 для размещения проволочных выводов технологической кассеты 5,
Соответствие проходных отверстий 17 в ножевой пластине 16 каналам
30 21 неподвижного ножа 6 обеспечивается путем их совместной обработки, а точность их совмещения з процессе работы - упором 23.
Для фиксации положения кассеты 5
2,- относительно неподвижного ножа 6
служит стол 24 для фиксации технологи- Ческой кассеты неподвижный ограничитель 255 а также прижимной рычаг 26, связанный с кулачком 4. В корпусе ограничителя 25 размещен утапливаемый штырь 27 для воздействия на конечный выключатель 12.
Механизм вертикального перемещения средства для фиксации положения кассеты содержит пару жестко связанных между собой посредством толкателя 28 колонок 295 установленных в направляющих 30 с возможностью воздействия через упоры 31 на подпружиненный относительно неподвижного ножм 6 стол 24 для сообщения последнему движения в соответствии с программой, задаваемой профилем сдвоенного кулачка 8, Все основные -механизмы устройства смон- - тированы на станине 32,
Устройство для изготовления проволочных выводов радиоэлементов и установки их в гнезда технологи40
45
50
3
ческор кассеты работает следующим образом.
В исходном состоянии проволока 3, пропущенная между подающими валками 13, проходит через дополнительные направители, совмещенные проходные отверстия 17 подвижного ножа 16 и каналы 21 неподвижного ножа 6.
Подлежащую загрузке проволочньми выводами технологическую кассету 5 устанавливают в направляющие стола 24 и подают до упора в ограничитель 25, воздействуя через щтырь 27 на конечньш выключатель 12, который включает однооборотную муфту 1 1 , передающую вращение от постоянно включенного электродвигателя 9 и цепной передачи 10 на вал 1 распределительного механизма.
При повороте распределительного вала 1 посредством кулачка 4 приводится в действие прижимной рычаг 26, который фиксирует кассету 5 в требуемом положении. Далее от кулачка 8, взаимодействующего с толкателем 28, жестко связанным через колонки 29 с упорами 31, происходит подъем стола 24 с базирующейся на нем кассетой 5 в крайнее верхнее положение. При дальнейщем повороте вала 1 кулачок 7 через толка-( тель 19 и коленно-рычажный механизм 18 резко смещает подвижный нож 16 влево, производя отрезку проволоных выводов, пропущенных через каналы 21 неподвижного ножа 6j по линии контакта подвижного ножа 16 и неподвижного ножа 6. Произведя отрезку выводов, подвижный нож 16 под действием пружины 20 возвращается в исходное положение, при котором оси проходных отверстий 17 и каналов 21 совмещены.
При дальнейщем повороте вала 1 кулачок 2 приводит в действие механизм подачи проволоки 3, а кулачок 8 через некоторый интервал времени механизм вертикального перемещения средства для фиксации положения кассеты.
Время запаздывания устанавливает ся исходя из условия обеспечения прохождения проволокой 3 при заданной скорости подачи расстояния, рав гного зазору между неподвижньм но- |жом 6 и дном гнезда технологической кассеты 5 , необходимого для осуществления гарантированного вытал053254
.кивания отрезанных выводов из ка.н а- лов 21 направляющего щаблона, а так- де установки их концами в гнезда 22 кассеты -5.
5 Далее подача проволоки 3 и опускание кассеты 5 в течение Hei pToporo времени осуществляется синхронно, затем подача проволоки прекращается, а опускание стола 24, подпружиненно-.
10 го относительно неподвижного ножа 6 за пределами контура кассеты 5, I продолжается до обеспечения беспрепятственного извлечения заполненной проволочными выводами кассеты 5 из
15 устройства.
По окончании поворота вала 1 на ЗбО кулачки 2,7,8 и 4 занимают исходное положение, прижимной рычаг 26 отводится под станину 32, осво20 бождая кассету 5, а однооборотная муфта 11 размыкается, отключая вал 1 от привода.
Кассету 5 с установленными в ее гнездах 22 проволочными выводами
25 извлекают из устройства и передают на последующее оборудование технологической линии по изготовлению ра- /(иозлемента.
30 Подпружиненный толкатель конеч- ного выключателя 1 2 возвращает штырь в исходное положение. В устройство закладывается след ющая кассета и цикл повторяется.
35
Формула изобретения
Устройство для изготовления проволочных выводов радиоэлементов и
установки их в гнезда технологической кассеты, содержащее кинематически связанные с кулачками распределительного вала привода механизм подачи проволоки, стол для фиксации
технологической кассеты, механизм отрезки выводов с подвижным и неподвижным ножами, в которых выполнены отверстия соосно гнездам технологической кассеты, отличающ е- е с я тем, что, с целью повышения качества работы путем повышения надежности фиксации выводов, оно снабжено механизмом вертикального перемещения стола для фиксации технологической кассеты,, соединенным с распредели
тельным валом привода, а механизм подачи проволоки жестко закреплен на подвижном ноже механизма отрезки выводов.
f3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки проволочных контактов | 1988 |
|
SU1554040A1 |
| УСТРОЙСТВО для СВАРКИ | 1973 |
|
SU377219A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для сборки анодов оксидно-полупроводниковых конденсаторов с резиновыми экранами | 1981 |
|
SU974433A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Устройство для подготовки радиоэлементов с радиальными выводами к монтажу | 1973 |
|
SU463157A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОНТАКТОВ | 1970 |
|
SU263776A1 |
| Устройство для подачи радиодеталей | 1980 |
|
SU902343A1 |
Изобретение относится к области производства радиоэлементов с выводами. Цель изобретения - повышение качества работы путем повьппе- ния надежности фиксации вьшодов. Проволока 3 проходит между подающими валками 13 и поступает в каналы 21 неподвижного ножа 6. Кассета 5 подается до упора в ограничитель 25 и фиксируется там. Основание с кассетой 5 поднимается в крайнее верхнее положение. Подвижный нож 16 смещается влево, производя отрезку проволочных выводоб. Механизм подачи проволоки жестко соединен с подвижным ножом 16. Отрезанные выводы размещаются в гнездах 22 {сассеты 5. Основание опускается для извлечения кассеты 5 из устройства. 3 ил. i СЛ
ВНИИПИ Sasaa 8581 Тираж 793 Подписное
Филиал ПШ (ант, г.Ужгород, ул Проектная, 4
| Устройство для изготовления и запрессовки проволочных контактов в печатные платы | 1981 |
|
SU1026333A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 0 |
|
SU177495A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
