(54) СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ КАТУШКИ
1
Изобретение относится к электротехнике, а именно к изготовлению изолящ1и катушек индукторов, предназначенных преимущественно для магнитно-импульсной обработки материалов давлением, в особенности для штамповки деталей, в частности для осушествления формообразующих операций трубчатых заготовок.
Извест1ш выполнение изоляции индукторов обмоткой витков изоляционным материалом 1 .
Однако преимушестве1то при всех обмотках., не решается задача механического скрепления катуилки с помощью обмотки.
Наиболее близким по технической сущности к П хьдложенному является способ изготовления изоляции катушки индуктора, при котором ,5 витки катун1ки обматывают непрерывным изоляционным злектроизоляциомным материалом 2.
Однако индуктор, выполненный согласно данному способу, отличается недостаточной механической прошостью в осевом направлении,го что существенно снижает его стойкость, слож- ; иостыо выполнения качественной укладки нити, отсутствием цеитт альной жесткой втулки, которая 11 сло ря11яет витки от смятия в осевом ИНДУ1СТОРА
направлении, закреплением витка,на токопроводе и отсутствием жесткой связи межу лими.
Цель изобретения - повышение механической прочности индуктора и создание такого способа закрепления спирали индуктора, чтобы максимально ограничить возможности ее смешения в осевом и радиальном направлениях, а также не допускать поворот спирали как вдоль оси и} дуктора, так и по окружности.
Поставленная цель достигается тем, что обмотку производят возвратно-поступательным движением изоляцио1шого материала, при этом располагают его по направлению оси катушки между соседними витками и стягивают витки между собой.
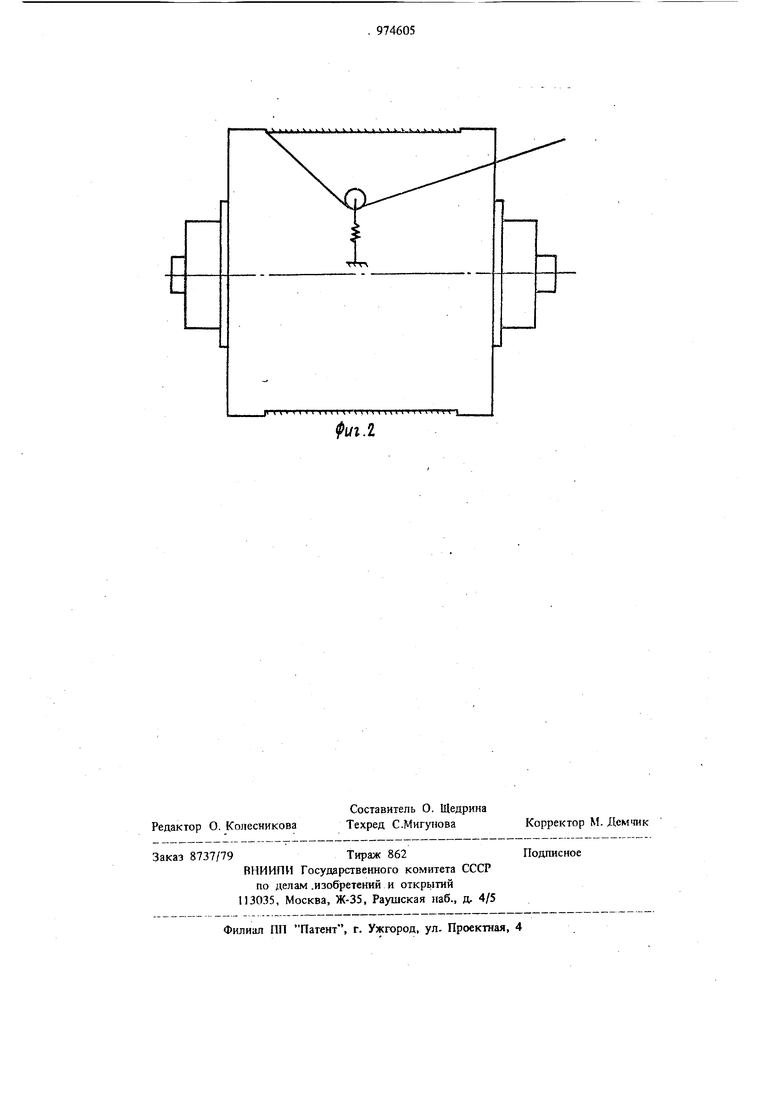
На фиг. 1 схематически изображен изгогоплешшй способом Ш1дукт()р; на фнг. 2 намотка наружного бандажа.
. Цроцесс намотки индуктора происходит следующим образом.
Конец Ш1ти 1 закрепляют на витке 2 и затем последовательно огибая следующие витки J и т. д. то с одной, то с другой стороны .--. возвращают к витку 2. Плотно укладываясь по ок3974
ружности, нить последовательно изолир5гет поверхности спирали. Затем производится окончательная стяжка витков с закреплением свободного конца на витке 2. После этого спираль устаиавпивается осесимметрично на центральную втулку индуктора и производится пропитка сшфали электроизоляционными лаками или смолами с последующей стяжкой спирали между опорными
втулками до их полимеризации. После полимеризащги производится выравнивание цилиндрической поверхности электроизоляционными затвердеваемымн смолами. Снаружи индуктора может быть. произведена намотка наружного бандажа. Конец нити высокой прочности, пропитанной i . изоляционным мономером, с предварительным натяжением укладывается на цил1 ндрическу1о поверхность индуктора. Намотка осуществляется до достижения окончательного наружного ; размера индуктора.
ПредложеньП)1Й способ механического крепления токопроводящей спирали с использованием упругих свойств изоляционных материалов за счет создания предварительного натяжения позволяет связь1вать витки индуктора в монолитную деталь. Наружный бандаж, намотанный с предварительным }1атяжением, позволя
создать предварительные сжимающие напряжения в спирали индуктора в радиальном направлении, в котором индуктор обладает минимальной прочностью.
Формула изобретения
Способ изготовления изоляции катушки индуктора, при котором витки катушки обматывают непрерывным изоляционным материалом, например нитью, а затем пропитывают полимерным злектроизоляциошшм материалом, отличающийся тем, что, с целью увеличения механической прочности индуктора, обмотку производят возвратно-поступательным движением изоляционного материала, при , зтом располагают его по направлению оси катушки между сосед)шми витками и стягавают витки между собой.
Источники информации,
принятые во внимание при экспертизе
1.Простяков А. А. Индукцио шые нагревательные установки. М., Энергия, 1970,. с. 104-107.
2.Авторское свидетельство СССР № 381107, кл. Н 01 F 41/12, 1970.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2006 |
|
RU2325316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК ЭЛЕКТРОДВИГАТЕЛЯ | 2008 |
|
RU2387066C2 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК С ТОРЦЕВЫМ ОХЛАЖДЕНИЕМ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ УСТАНОВОК | 1991 |
|
RU2037897C1 |
| ОБМОТКА СРЕДНЕГО И ВЫСОКОГО НАПРЯЖЕНИЯ ДЛЯ ТРАНСФОРМАТОРОВ БЕЗ СЕРДЕЧНИКА | 1996 |
|
RU2178596C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ ИНДУКТОРОВ | 1973 |
|
SU381107A1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| Оптимальный индуктор | 2013 |
|
RU2636653C2 |
| СПОСОБ НАМОТКИ СОЛЕНОИДА СИЛЬНОГО МАГНИТНОГО ПОЛЯ | 2012 |
|
RU2497218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК ЭЛЕКТРОДВИГАТЕЛЯ | 2007 |
|
RU2335840C1 |