(54) ОПОРНОЕ УСТРОЙСТВО ПРОКАТНОГО ВАЛКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Опорное устройство прокатного валка | 1975 |
|
SU895568A1 |
| Прокатная клеть | 1979 |
|
SU804019A1 |
| Прокатная клеть | 1974 |
|
SU610578A1 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| Опорное устройство бочки прокатного валка | 1974 |
|
SU645316A1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| Узел валков прокатной клети | 1975 |
|
SU806182A1 |

Изобретение относится к прокатному производству и может быть использовано в механизмах радиальной установки валков в клетях кварто.
Известно опорное устройство прокатного валка, включающие гидроцилиндр дополнительного изгиба валков, запорный золотник для сброса давления в цилиндре в момент выхода металла из валков, датчик давления, выполненный в виде гидроцилиндров противоизгиба валков, реле давления Г1 .
Однако при входе металла в валки имеет место пульсация в системе противоизгиба рабочих валков, которая является импульсом регулирования давления в гидроцилиндрах дополните|1ьного изгиба валков. Эта пульсаций связана со временем заполнения объема цилиндров противоизгиба при растяжении станины в момент входа металла в валки, т.е. гидравлическим сопротивлением трубопроводов. Величина пульсаций зависит от сортамента прокатки, формы переднего конца, профиля валков и др., поэтому не определена. При выходе металла из валков реле фиксирует увеличение давления, величина которого по той
же причине не определена и кратковременна . К тому же пульсация давления в системе противоизгиба случается в процессе прокатки из-за различных условий: наличия лампаса на опорном валке, различных температурных свойств металла, динамики шпинделей и т.д. В связи с этим в процессе работы происходит самопроизвольный сброс давления в гидроцилиндрах.
Кроме того, в момент входа металла в валки нарастание давления в гидроцилиндре происходит не мгновенно, а с запаздыванием, вследствие заполнения объема гидроцилиндра. Поэтому усилие Лрокатки достигает своего максимального значения с некоторым запаздыванием, определяемым временем заполнения рабочей полости гидроцилиндра.
В связи с этим профиль переднего конца получается искаженным.
Указанное устройство конструктивно сложно, вследствие наличия дополнительной системы, фиксирующей наличие металла в валках.
Известно опорное устройство прокатного валка, которое содержит связанный с подушкой гидроцилиндр, запорный золотник с рабочей полостью. установленный в подушке гидростатический подшипник, система смазки которого гидравлически связана через дроссель с рабочей полостью нажимного гидроцилиндра и с источником давления Г2 . В момент выхода металла из валков подвод смазки в подшипник и& системы .осуществляется минуя дроссель. При этом давление в подшипнике и гидроцилиндре выравнивается и определяется усилием уравновешивающего устройства. Недостатком известного устройства является неопределенность положения штока гидроцилиндра вследствие нарушения равновесия между усилиями гидроцилиндра и подшипника из-за неодинаковой площади их поверхностей. Так как площадь поверхности подшипнику больше площади поверхности цилиндра, то смазка из рабочей полости последнего .тся в подшипник до момен та соприкосновения штока с корпусом цилиндра. При последующей задаче металла в валки усилие прокатки нарастает не мгновенно, а с некоторым запаздыванием, определяемым временем заполнения объема гидроцилиндра,, что приводит к изменению профиля переднего : конца полосы, вследствие чего указан ное устройство не позволяет обеспечить точность Профиля по всей длине проката. Цель изобретения - повышение точности проката.
Поставленная цель достигается тем что в йпорном устройстве прокатного валка, содержащем связанный с подушкой гидроцилиндр, запоршлй золотник с рабочей полостью, установленный в подушке, гидростатический подшипник, система смазки которого гидравлически связана через дроссель с рабочей полостью .нажимного гидроцилиндра и с источником давления, рабочая полость нажимного гидроцилиндра связана с сисметой смазки подлипника через рабочую полость запорного золотника.
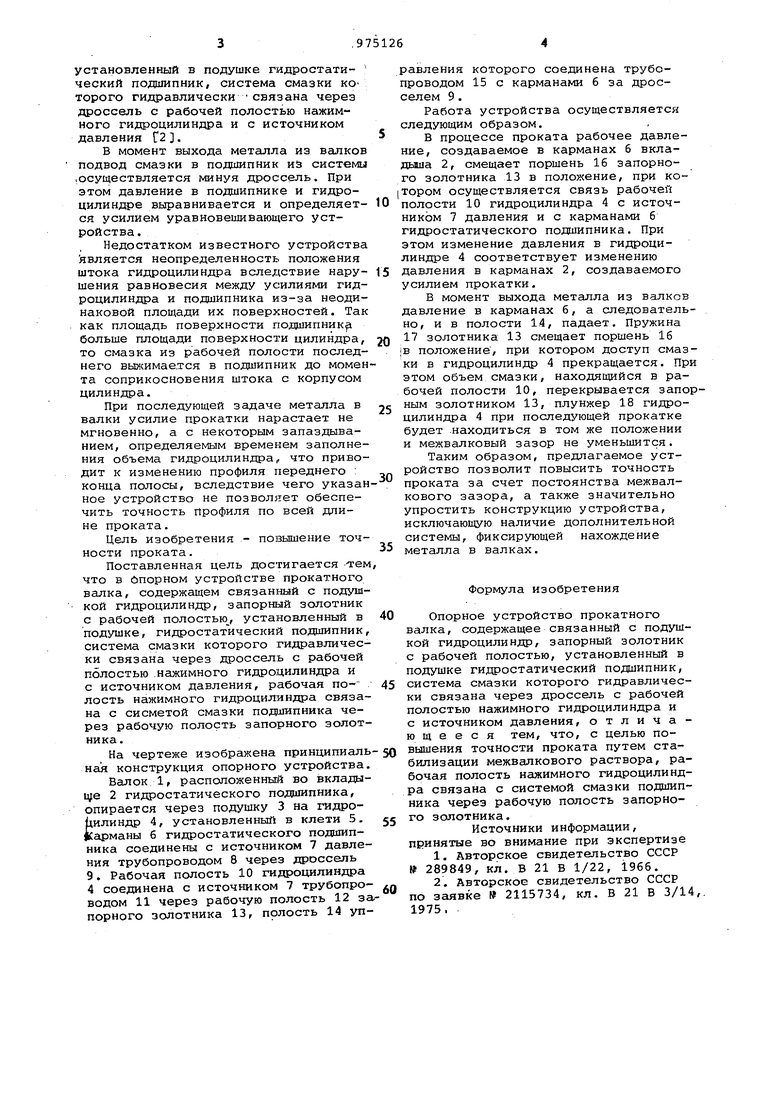
На чертеже изображена принципиаль ная конструкция опорного устройства.
Валок 1, расположенный во вкладыц;е 2 гидростатического подшипника, опирается через подушку 3 на гидройилиндр 4, установленный в клети 5. Сарманы 6 гидростатического подшипника соединены с источником 7 давления трубопроводом 8 через дроссель 9. Рабочая полость 10 гидроцилиндра 4 соединена с источником 7 трубопроводом 11 через рабочую полость 12 запорного золотника 13, полость 14 упФормула изобретения
Опорное устройство прокатного валка, содержащее связанный с подушкой гидроцилиндр, запорный золотник с рабочей полостью, установленный в подушке гидростатический подшипник, система смазки которого гидравлически связана через дроссель с рабочей полостью нажимного гидроцилиндра и с источником давления, отличающееся тем, что, с целью повышения точности проката путем стабилизации межвалкового раствора, рабочая полость нажимного гидроцилиндра связана с системой смазки подшипника через рабочую полость запорного золотника.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР 289849, кл. В 21 В 1/22, 1966.
по заявке 2115734, кл. В 21 В 3/14 1975. равления которого соединена трубопроводом 15 с карманами б за дросселем 9 . Работа устройства осуществляется следующим образом. В процессе проката рабочее давление, создаваемое в карманах б вкладыша 2, смещает поршень 16 запорного золотника 13 в положение, при котором осуществляется связь рабочей полости 10 гидроцилиндра 4 с источником 7 давления и с карманами б гидростатического подшипника. При этом изменение давления в гидроцилиндре 4 соответствует изменению давления в карманах 2, создаваемого усилием прокатки. В момент выхода металла из валков давление в карманах б, а следовательно, и в полости 1.4, падает. Пружина 17 золотника 13 смещает поршень 16 IB положение, при котором доступ смазки в гидроцилиндр 4 прекращается. При этом объем смазки, находящийся в рабочей полости 10, перекрывается запорным золотником 13, плунжер 18 гидроцилиндра 4 при последующей прокатке будет находиться в том же положении и межвалковый зазор не уменьшится. Таким образом, предлагаемое устройство позволит повысить точность проката за счет постоянства межвалкового зазора, а также значительно упростить конструкцию устройства, исключающую наличие дополнительной системы, фиксирующей нахождение металла в валках. ///////X ////z
