(54) УСТРОЙСТВО ДЛЯ ЗАЖИМА ДЕТАЛЕЙ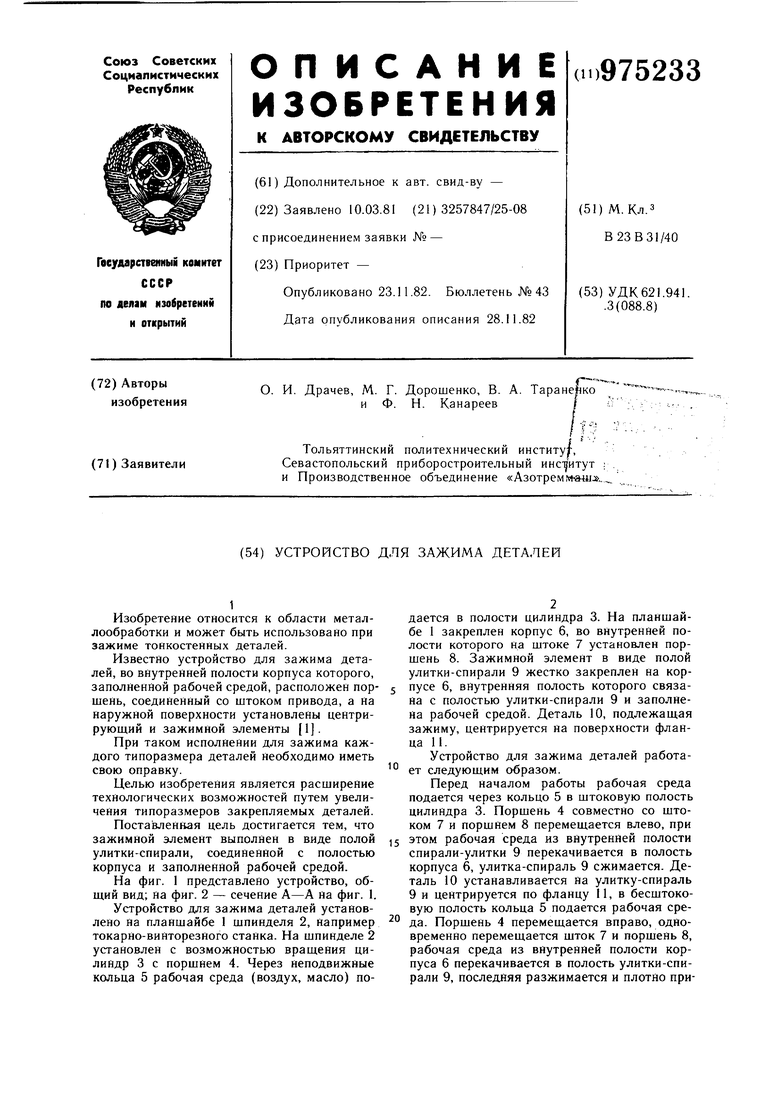
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство к токарному станку | 1984 |
|
SU1234055A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Зажимное устройство и станок, оборудованный таким устройством | 2020 |
|
RU2759352C1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Устройство для обработки нежестких пустотелых деталей | 1982 |
|
SU1065104A1 |
| Устройство для обработки тонкостенных труб | 1981 |
|
SU1025496A1 |
| Захватное устройство | 1988 |
|
SU1502298A1 |
| Привод зажимного устройства | 1988 |
|
SU1585091A1 |
| Устройство для резки труб | 1988 |
|
SU1590221A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
1
Изобретение относится к области металлообработки и может быть использовано при зажиме тонкостенных деталей.
Известно устройство для зажима деталей, во внутренней полости корпуса которого, заполненной рабочей средой, расположен поршень, соединенный со штоком привода, а на наружной поверхности установлены центрируюш,ий и зажимной элементы 1.
При таком исполнении для зажима каждого типоразмера деталей необходимо иметь свою оправку.
Целью изобретения является расширение технологических возможностей путем увеличения типоразмеров закрепляемых деталей.
Поставленная цель достигается тем, что зажимной элемент выполнен в виде полой улитки-спирали, соединенной с полостью корпуса и заполненной рабочей средой.
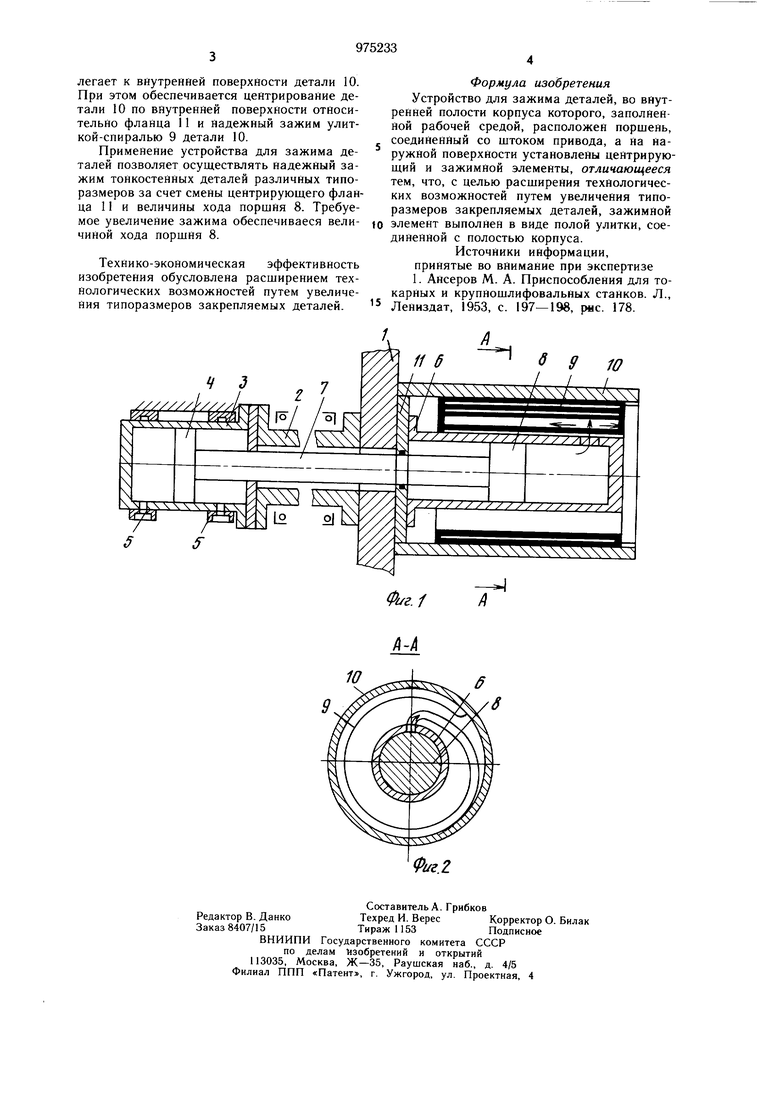
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - сечение А-А На фиг. 1.
Устройство для зажима деталей установлено На планшайбе 1 шпинделя 2, например токарно-винторезного станка. На шпинделе 2 установлен с возможностью вращения цилиндр 3 с поршнем 4. Через неподвижные кольца 5 рабочая среда (воздух, масло) подается в полости цилиндра 3. На планшайбе 1 закреплен корпус 6, во внутренней полости которого На штоке 7 установлен поршень 8. Зажимной элемент в виде полой улитки-спирали 9 жестко закреплен на корпусе 6, внутренняя полость которого связана с полостью улитки-спирали 9 и заполнена рабочей средой. Деталь 10, подлежащая зажиму, центрируется на поверхности фланца 11.
Устройство для зажима деталей работает следующим образом.
Перед началом работы рабочая среда подается через кольцо 5 в штоковую полость цилиндра 3. Поршень 4 совместно со штоком 7 и поршнем 8 перемещается влево, при
,5 этом рабочая среда из внутренней полости спирали-улитки 9 перекачивается в полость корпуса 6, улитка-спираль 9 сжимается. Деталь 10 устанавливается на улитку-спираль 9 и центрируется по фланцу 11, в бесштоковую полость кольца 5 подается рабочая среда. Поршень 4 перемещается вправо, одновременно перемещается шток 7 и поршень 8, рабочая среда из внутренней полости корпуса 6 перекачивается в полость улитки-спирали 9, последняя разжимается и плотно при
