(54) ТОРЦОВАЯ ФРЕЗА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой обработки круглыми резцами | 1984 |
|
SU1247165A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Сборный режущий инструмент | 1990 |
|
SU1743733A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| РУЧНОЙ РУБАНОК | 2003 |
|
RU2248878C1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
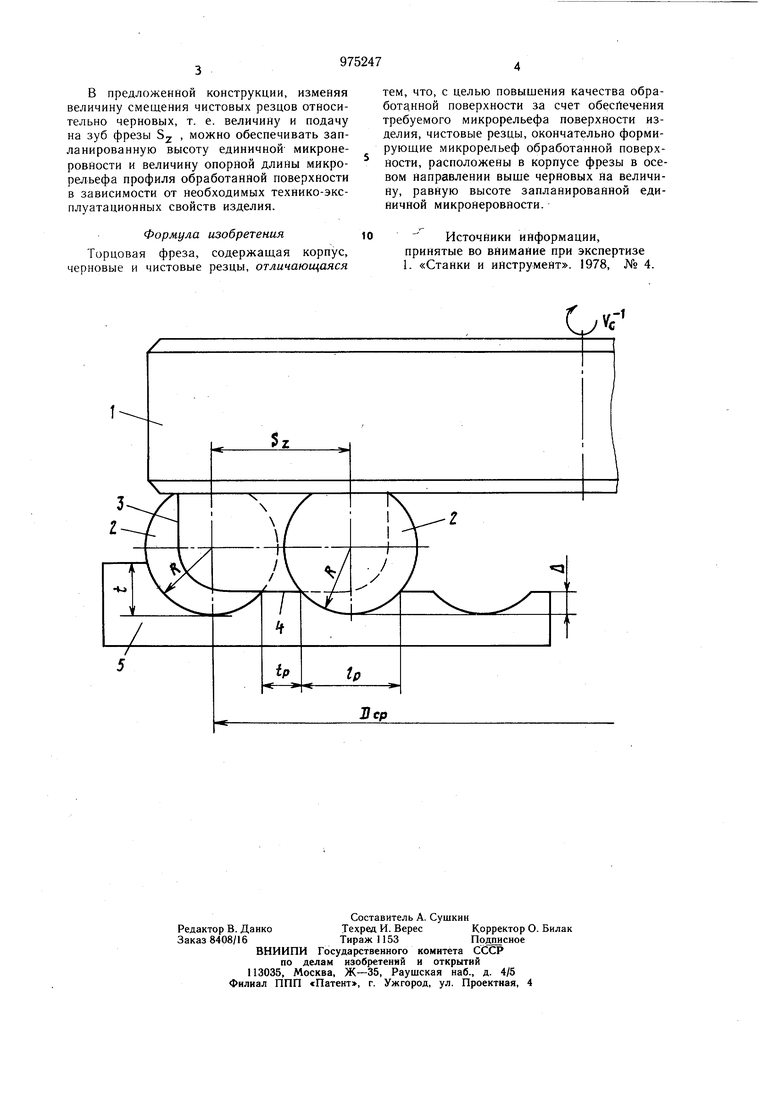
Изобретение относится к металлообработке. Известны торцовые фрезы, содержаш,ие корпус, черновые и чистовые резцы, регулируемые по высоте в осевом направлении 1. Хотя данная конструкция фрезы позволяет совмещать операции предварительного и окончательного фрезерования плоскости за один проход, она не имеет возможности обеспечивать заранее запланированный микрорельеф обработанной поверхности. Целью изобретения является повышение качества обработанной поверхности за счет обеспечения требуемого микрорельефа поверхйости изделия. Поставленная цель достигается тем, что в предложенной конструкции торцовой фрезы чистовые резцы, окончательно формирующие микрорельеф обработанной поверхности, расположены в корпусе фрезы в осевом направлении выше черновых на величину, равную высоте запланированной единичной микронеровности. На чертеже изображена предлагаемая фреза. Фреза содержит корпус 1, черновые 2 и чистовой 3 резцы. Чистовой резец имеет широкую зачистную кромку 4. Черновые зубья располагаются на диаметре D« . Фреза работает следующим образом. Вначале черновые резцы 2 с радиусом R выставляются в осевом направлении на одном уровне. Затем чистовой резец 3 устанавливается таким образом, что его кромка 4 располагается выше черновых в осевом направлении На величину, равную высоте запланированной единичной микронеровности Л. Затем рассчитывается подача на зуб S, необходимая для получения требуемой опорной длины tp профиля единичной неровности. Формула для расчета подачи следующаяS tp -Ь tp , где tp опорная длина профиля обработанной поверхности, t. ширина впадин микрорельефа, определяемая по формуле tp 2 VR - (R- Л) После этого производится обработка детали 5 с заданной глубиной резания t обычным способом.
В предложенной конструкции, изменяя величину смещения чистовых резцов относительно черновых, т. е. величину и подачу на зуб фрезы S , можно обеспечивать запланированную высоту единичной микронеровности и величину опорной длины микрорельефа профиля обработанной поверхности в зависимости от необходимых технико-эксплуатационных свойств изделия.
Формула изобретения
Торцовая фреза, содержащая корпус, черновые и чистовые резцы, отличающаяся
тем, что, с целью повыщения качества обработанной поверхности за счет обесЛечения требуемого микрорельефа поверхности изделия, чистовые резцы, окончательно формирующие микрорельеф обработанной поверхности, расположены в корпусе фрезы в осевом направлении выще черновых на величину, равную высоте запланированной единичной микронеровности.
Источники информации, принятые во внимание при экспертизе 1. «Станки и инструмент. 1978, № 4.
