(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ЛИСТОВОГО МАТЕРИАЛА К НОЖНИЦАМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для резки листового проката | 1985 |
|
SU1344530A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЛИСТОВОГО МАТЕРИАЛА К ОБРАБАТЫВАЮЩЕЙ МАШИНЕ | 1971 |
|
SU314583A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Устройство для подачи листового материала в рабочую зону обрабатывающей машины | 1980 |
|
SU902935A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Устройство для базирования листов | 1980 |
|
SU904844A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1424999A1 |
| Задний упор к гильотинным ножницам | 1986 |
|
SU1437163A1 |
1
Изобретение относится к устройствам для подачи листов в зону резания гильотинных ножниц и может быть использовано на заготовительных участках штамповочных цехов при серийном и массовом производстве.
Известно устройство для подачи листового материала к ножницам, содержащее приводные толкатели, упоры для базирования передней кромки материала и командоаппараты, установленные на упорах и попарно сблокированные с приводами толкателей 1 .
В известном устройстве отсутствует снижение скорости листа в момент подхода его передней кромки к упору, что приводит к деформации тонкого листа, а также отсутствует регулировка величины силы нажатия толкателей на заднюю кромку листа, необходимые при работе с листами разной толщины (чем толще лист, тем сила нажатия больше), что ведет к снижению точности размеров отрезаемого материала.
Цель изобретения - повышение точности размеров отрезаемого материала.
Поставленная цель достигается тем, что устройство для подачи листового материала к ножницам, содержащее приводные толкатели, упоры для базирования передней кромки материала и командоаппараты, установленные на упорах и попарно сблокированные с приводами толкателей, снабжено кареткой со смонтированной на ней траверсой и механизмами перемещения каретки, связанными с концами траверсы, каждый из которых выполнен в виде силового цилиндра, зубчато-реечной передачи, ведущего блока с втулкой, полого вала с вилкой, охватывающей втулку с зазором, и гибкого
10 тягового органа, при этом ведущий блок и полый вал каждого механизма перемещения каретки установлены на общей оси, а командоаппараты выполнены в виде пневмодросселей и попарно сблокированы с сило15 уыми цилиндрами механизмов перемещения каретки, при этом толкатели установлены на траверсе.
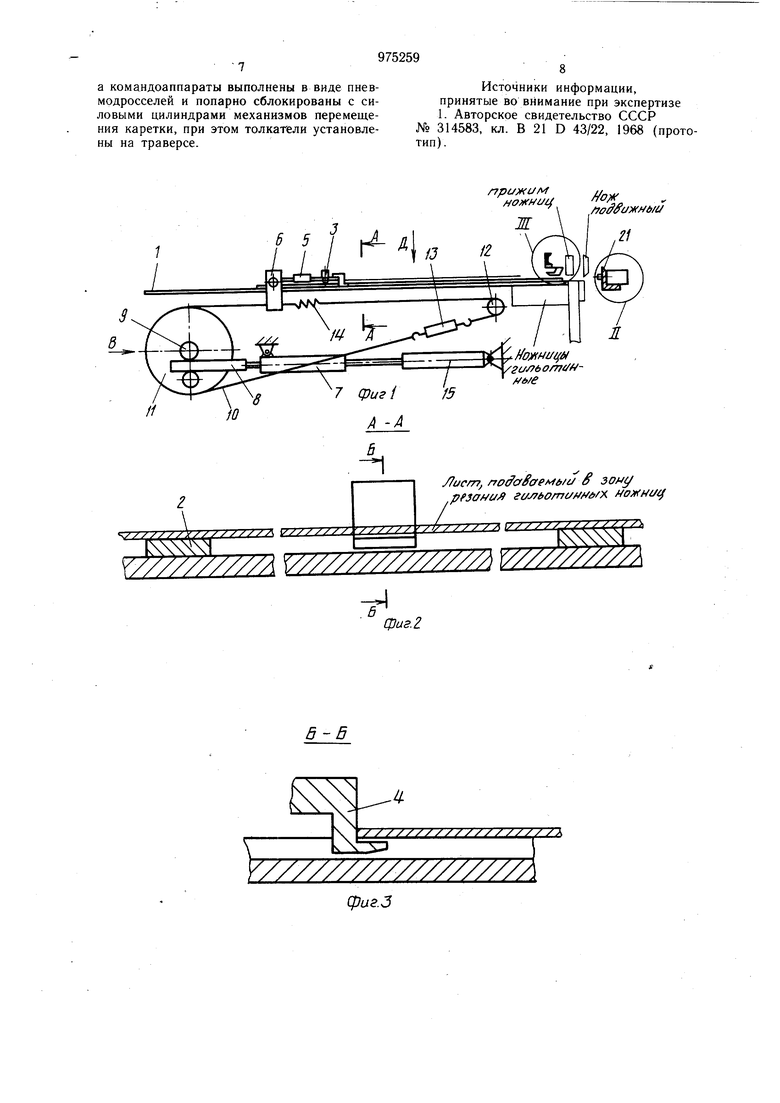
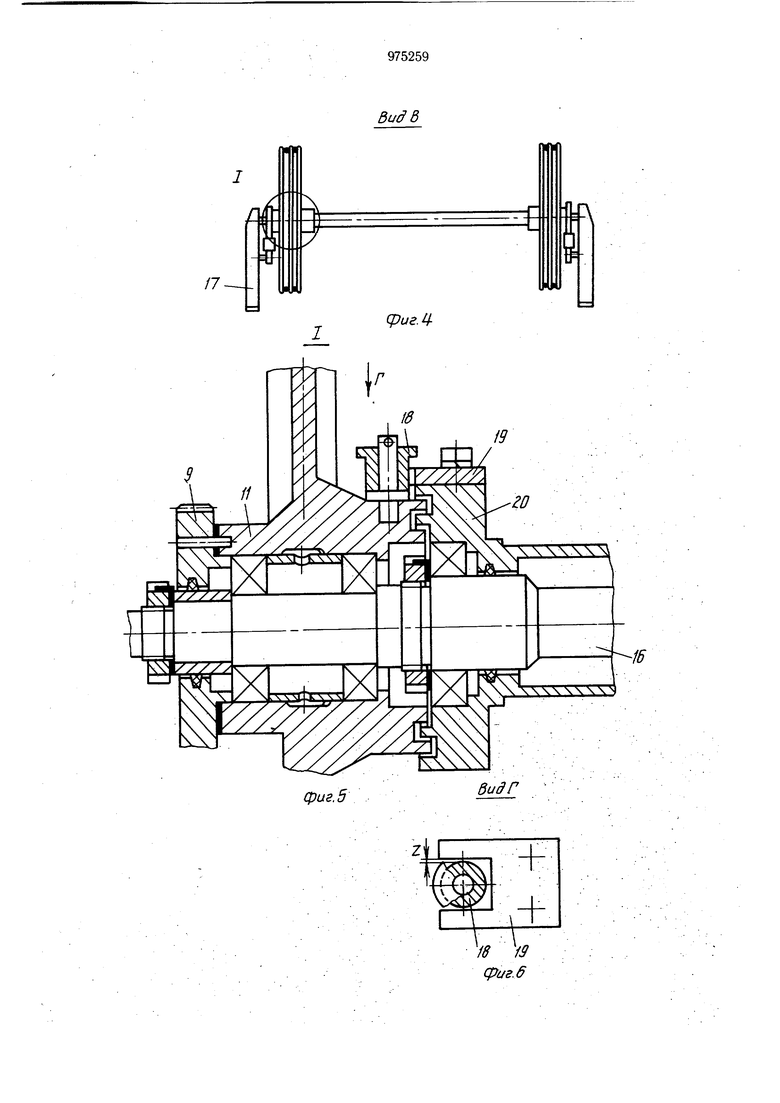
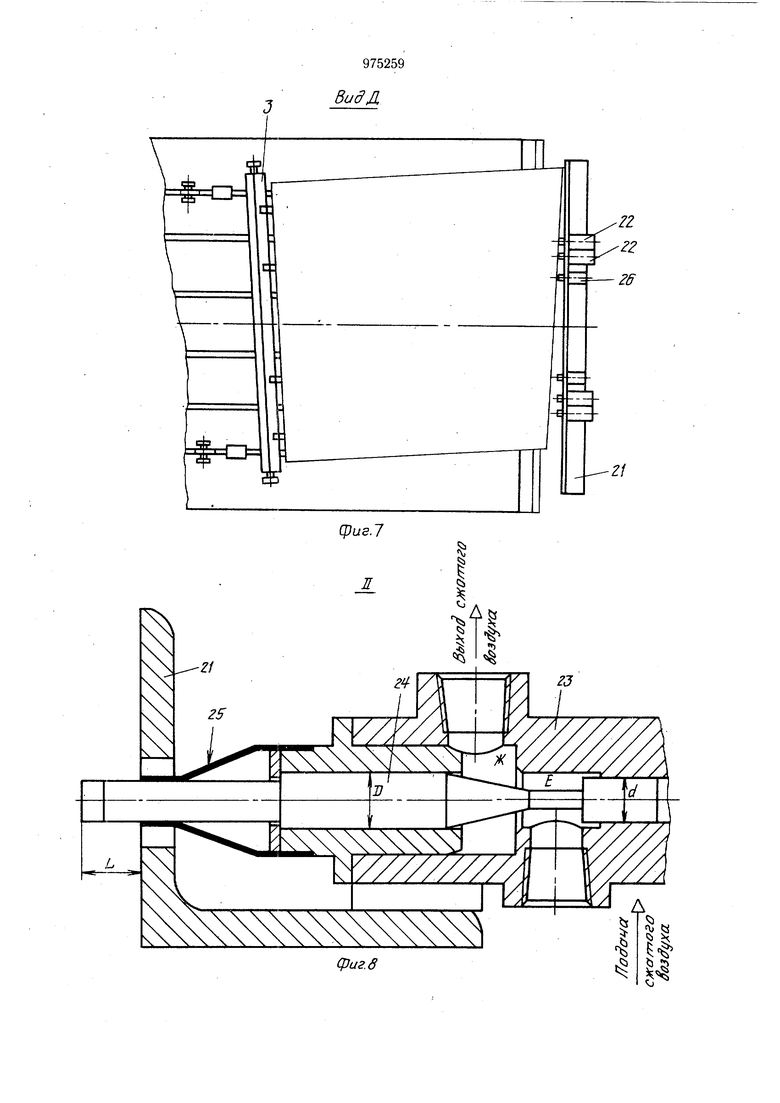
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез на фиг. 2; на
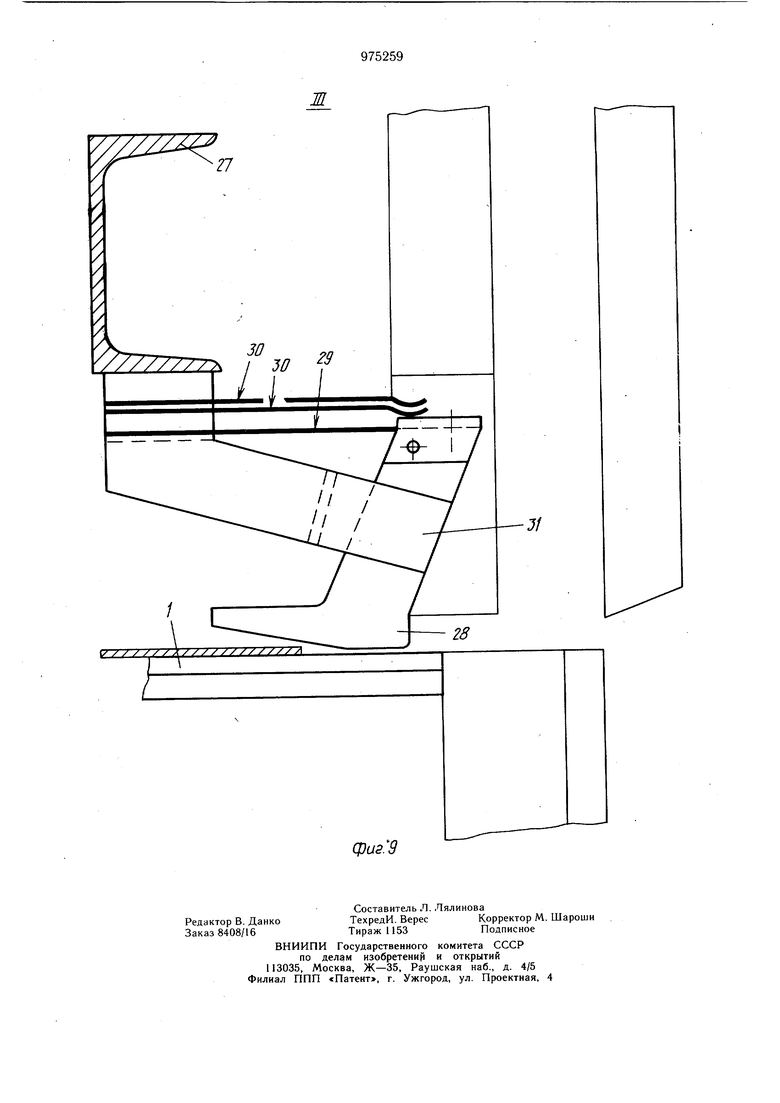
20 фиг. 4- вид В на фиг. 1; на фиг. 5 - узел 1 на фиг. 4; на фиг. 6 - вид Г на фиг. 5; на фиг. 7 - вид Д на фиг. 1; на фиг. 8- - узел II на фиг. 1; на фиг. 9 узел III на фиг. 1. Устройство состоит из стола с плитой 1, на которой закреплены полосы 2. По столу с плитой 1 на роликах передвигается траверса 3 с установленными на ней толкателями 4. Каждый из концов траверсы 3 крепится шарнирно к устройству регулировки общей длины двух соосно соединенных тяг 5, установленных на каретке 6, и имеет индивидуальный привод, состоящий из пневмоцилиндра 7, реечной передачи, которая включает в себя рейку 8 и щестерню 9, и передачи с гибким тяговым органом 10 (например, канатом), который непосредственно соединен с кареткой 6 и двумя своими концами крепится к ведущему блоку 11. Каждый из двух гибких тяговых органов 10 проходит через соответствующий направляющий ролик 12. Для натяжения гибких тяговых органов 10 используются талрепы 13, а для компенсации неравномерного вытягивания их имеются пружинные устройства 14. Каждый пневмоцилиндр 7 имеет гидроамортизатор 15. Шестерня 9 крепится к ведущему блоку 11. Ведущие блоки 11 установлены на подшипниках на оси 16, которая неподвижно закреплена в стойках 17. Ведущие блоки 11 через закрепленные на них втулки 18 кинематически связаны с вилками 19, установленными на полом валу 20, причем между втулками 18 и вилками 19 предусмотрен гарантированный зазор Z 0,2-0,5 мм. Полый вал 20 установлен на подшипниках на оси 16. На заднем упоре 21 гильотинных ножниц установлены командоаппараты 22, выполненные в виде пневмодросселей, попарно сблокированных с пневмоцилиндрами 7 привода траверсы, т. е. каждый командоаппарат 22 управляет работой определенного пневмоцилиндра 7. Командоаппараты 22 состоят из корпуса 23, дросселя 24 и кожуха - фильтра 25, изготовленного из ткани типа капрон. Кроме того, на заднем упоре 21 расположены конечные выключатели 26, также попарно сблокированные с пневмоцилиндрами 7 привода траверсы. На столе с плитой 1 непосредственно перед ножами ножниц установлена балка 27 с прижимами 28. Прижимы 28 крепятся к балке 27 на пластинчатых пружинах 29. На балке 27 закреплены с зазорами 0,5-1 мм друг относительно друга пластинчатые пружины 30 (они могут отличаться одна от другой по толщине). Прижимы 28 перемещаются в направляющих 31. Устройство работает следующим обраНа полосы 2 укладывают лист. Возвратно-поступательное движение пневмоцилиндров 7 через реечные передачи преобразуется во вращательное движение ведущих блоков 11, которые посредством гибких тяговых органов 10 приводят в поступательное движение связанные с ними каретки 6, а те, в свою очередь, через прикрепленные к ним и к траверсе 3 устройства регулировки общей длины двух соосно соединенных тяг 5 сообщают поступательное движение траверсе 3. Толкатели 4, установленные на траверсе 3, в свою очередь, перемещают лист к заднему упору 21. При подходе к заднему упору 21 вначале передняя крОмка листа взаимодействует с дросселями 24 командоаппаратов 22, и за счет постепенного снижения объема сжатого воздуха, поступающего в пневмоцилиндры 7 приводов траверсы 3 и увеличения его дросселирования на выходе из пневмоцилиндров 7 приводов траверсы 3 в атмосферу достигается плавное уменьшение скорости перемещения листа при подходе его передней кромки к заднему упору 21. Кроме того, при подходе передней кромки листа к заднему упору 21 срабатывают конечные выключатели 26, и происходит рез листа. Дросселирование воздуха в командоаппаратах 22 достигается за счет того, что передняя кромка листа утапливает дроссели 24 при своем подходе к заднему упору 21 и при этом отверстие для прохода сжатого воздуха постепенно перекрывается дросселем 24. Два симметрично расположенных командоаппарата 22 регулируют подачу сжатого воздуха в пневмоцилиндры 7, а два других - его дросселирование на выходе в атмосферу из пневмоцилиндров 7. Выход дросселя 24 за пределы заднего упора 21 (размер L) регулируется (не показано). В случае, когда при подходе передней кромки листа к заднему упору 21 один конец листа дойдет до упора, то соответствующий командоаппарат 22 перекрывает подачу сжатого воздуха в сблокированный с ним пневмоцилиндр 7, а рядом стоящий командоаппарат 22, в свою очередь, перекрывает выход воздуха в атмосферу из пневмоцилиндра 7. При этом конец траверсы 3 прекращает движение а второй конец дожимает лист до упора всей передней кромкой в задний упор 21. Степень перекрытия подачи сжатого воздуха в пневмоцилиндр 7 и его дросселирования на выходе в момент, когда передняя кромка листа дощла до заднего упора 21, регулируется путем изменения величины выхода дросселя 24 за пределы заднего упора 21 за счет изменения при этом степени перекрытия дросселем 24 отверстия для прохода воздуха, причем степень перекрытия регулируется таким образом, чтобы скорость подхода листа к заднему упору 21 была как МОЖНО меньще и в то же время лист плотно прижимался своей передней кромкой к заднему упору 21. После того, как произощел рез, и отрезанная заготовка упала, дроссели 24 освобождаются от нажатия передней кромкой листа и, так как диаметр дросселя 24 d мень ше D, сжатый воздух, находящийся в полости Е, выталкивает дроссель 24 из корпуса 23. При этом сжатый воздух из полости Е командоаппарата 22 поступает в полость Ж и далее в пневмоцилиндр 7 или в атмосферу. Операции подачи листа к заднему упору 21 и реза листа повторяются.
Для того, чтобы не происходило опрокидывание разрезаемого листа в момент, когда отрезаемый лист больше остатка, непосредственно перед ножами ножниц установлены прижимы 28. В зависимости от толщины листа сила нажатия прижима 28 на лист различна. Это достигается тем, что каждый из прижимов 28, выполненный в виде планки, закрепленной на пластинчатой пружине 29, взаимодействует с несколькими другими пластинчатыми пружинами 30, поставленными с зазором друг относительно друга и последовательно включающимися в работу приувеличении толщины листа. При этом прижимы 28 обеспечивают гашение силы инерции листа, подаваемого в зону резания, за счет создания силы трения, возрастающей при увеличении толщины листа и в то же время обеспечивающей его подачу без деформации в направлении подачи.
Для предотвращения прогиба тонкого листа при подходе к заднему упору 21 могут быть предусмотрены различного типа поддерживающие устройства (не показаны).
В случае непараллельности передней и задней кромок листового материала (фиг. 7) после того, как один из концов передней кромки дойдет до заднего упора 21 и остановится, базирование по всей плоскости происходит за счет дополнительного перемещения другого конца траверсы 3 до упора толкаемого им второго конца листового материала передней кромкой в задний упор 21. Дополнительное перемещение соответствующего конца траверсы 3 происходит за счет того, что каждый конец траверсы 3 имеет индивидуальный привод и шарниры крепления траверсы 3 к устройствам регулировки общей длины двух соосно соединенных тяг 5 дают возможность поворота траверсы 3 в горизонтальной плоскости относительно заднего упора 21, а в передаче с гибким тяговым органом один ведущий блок 11 относительно другого может свободно поворачиваться на определенный небольшой угол благодаря наличию гарантированного зазора Z 0,2-0,5 мм между каждой из втулок 18, закрепленных на ведущих блоках 11, и соответственно каждой из вилок 19, закрепленных на полом валу 20.
Следовательно, приводная траверса 3 с закрепленными на ней толкателями 4, выполненная с возможностью поворота в горизонтальной плоскости относительно заднего упора 21, гарантирует базирование
передней кромки листового материала по всей плоскости заднего упора 21 даже в случае непараллельности сторон листа.
За счет того, что пневмоцилиндры 7 имеют различную скорость перемещения штока, а также за счет запаздывания срабатывания одного пневмоцилиндра 7 по отношению к другому, учитывая наличие указанного зазора Z, траверса 3 с толкателями 4 перемещается с небольшим перекосом, равным 2-5 мм.
Таким образом, наличие зазора Z 0,20,5 мм обеспечивает надежность базирования передней кромки листа по заднему упору 21 и В то же время не дает траверсе 3 перемещаться с большим перекосом.
Так как диаметр шестерни 9 в несколько раз меньше диаметра ведущего блока 11, траверса 3 имеет значительный ход (2000- зЬоО мм) при сравнительно небольшом (200 400 мм) ходе поршня пневмоцилиндра 7.
0
Наличие пневмопривода в предлагаемом устройстве обеспечивает регулировку величинь силы нажатия толкателей 4 на заднюю кромку листа за счет изменения давлениясжатого воздуха, подаваемого в пнев5моцилиндры 7. Это позволяет обеспечить работу с тонколистовым материалом с такой силой нажатия на заднюю кромку листа, которая позволяет передвигать лист и в то же время не вызывает его деформации при достижении заднего упора 21.
0
Пневмопривод также обеспечивает регулировку скорости движения траверсы 3 с помощью дросселей пневмосистемы.
Использование изобретения обеспечивает повышение точности размеров отрезаемой
5 части материала различных толщин, :дает возможность предотвратить брак в результате деформации листа и улучшить условия обслуживания.
40
Формула изобретения
Устройство для подачи листового материала к ножницам, содержащее приводные толкатели, упоры для базирования передней кромки материала и командоаппараты, установленные на упорах и попарно сблокированные с приводами толкателей, отличающееся тем, что, с целью повышения точности размеров отрезаемого материала, оно снабжено кареткой со смонтированной на ней траверсой и механизмами перемещения каретки, связанными с концами траверсы, каждый из которых выполнен в виде силового цилиндра, зубчато-реечной передачи, ведущего блока с втулкой, полого вала с вилкой, охватывающей втулку с зазором, и гибкого тягового органа, при этом ведущий блок и полый вал каждого механизма перемещения каретки установлены на общей оси.
а командоаппараты выполнены в виде пневмодросселей и попарно сблокированы с силовыми цилиндрами механизмов перемещения каретки, при этом толкатели установлены на траверсе. 7 cpusi/5
3
Y77////////A
В-б
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 314583, кл. В 21 D 43/22, 1968 (прототип). r7ptJ}f i/f gu bo/Ttt/H
/ ис/77, эом{/ резаниА ecf i ofric/f f e f(.
УУИ ( у// {
;./(( (.
kXXXvVi
У//////////А
фиг.г О ffOfffftJXf d/U
//////////////////л
фиг.З
I
I
фиг. 5
СригЛ
ВидГ
Видя
°
JO
t///////X//// //////X//1
