(54) УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И ПОДАЧИ УГЛОВОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок | 1982 |
|
SU1111848A1 |
| Механизированная линия резки листового проката | 1983 |
|
SU1143530A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| КОЛЬЦЕВОЙ КАНТОВАТЕЛЬ | 1973 |
|
SU368960A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2005 |
|
RU2302360C2 |
| Загрузочное устройство | 1985 |
|
SU1301638A1 |
| СВАРОЧНЫЙ КОМПЛЕКТ | 2007 |
|
RU2348495C1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Установка для подачи листов к гильотинным ножницам | 1981 |
|
SU1016093A1 |
1
Изобретение относится к устройствам для ориентирования и подачи обрабатываемого материала.
Известно устройство для ориентирования и подачи углового проката, содержащее ложемент для размещения и предварительного ориентирования углового проката, верхние неприводные профилированные ролики, установленные с возможностью качания в вертикальной плоскости, нижние приводные профилированные ролики, установленные с возможностью вертикального перемещения, привод вращения и вертикального перемещения нижних роликов с конечным выключателем 1.
Недостатком известного устройства являются невысокие надежность и точность ориентирования .углового проката, что приводит к заклиниванию его при подаче в обрабатывающую мащину.
Целью изобретения является повыщение надежности и точности ориентирования углового проката.
Указанная цель достигается тем, что уст ройство для ориентирования и подачи углового проката, содержащее ложемент для размещения и предварительного ориентирования углового проката, верхние неприводные профилированные ролики, установленные с возможностью качания в вертикальной плоскости, нижние приводные профилированные ролики, установленные с возможностью вертикального перемещения, и привод вращения и вертикального перемещения нижних роликов с конечным выключателем, снабжено качающимися кантователями, выполненными в виде цилиндров с профили Q рованными щтоками, ложемент выполнен в виде двух вилок с прямоугольными пазами, при этом кантователи установлены на осях около каждой вилки ложемента, а один из верхних профилированных роликов установлен с возможностью взаимодействия с
15 конечным выключателем привода вертикального перемещения нижних роликов.
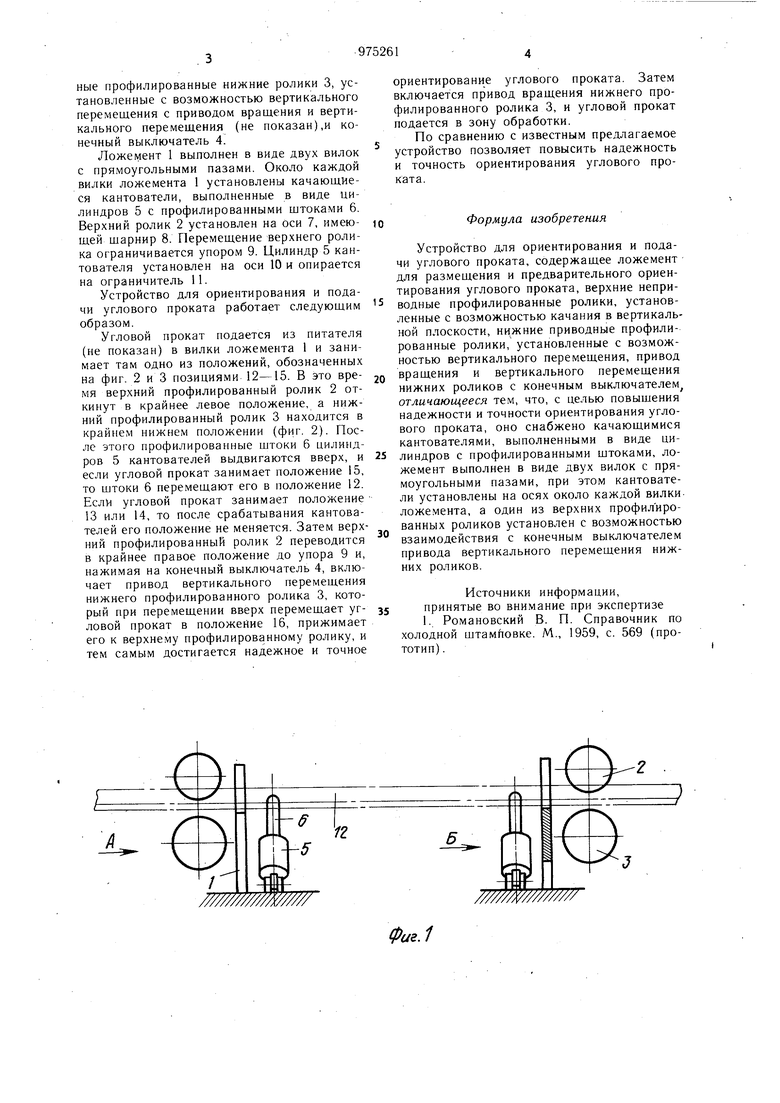
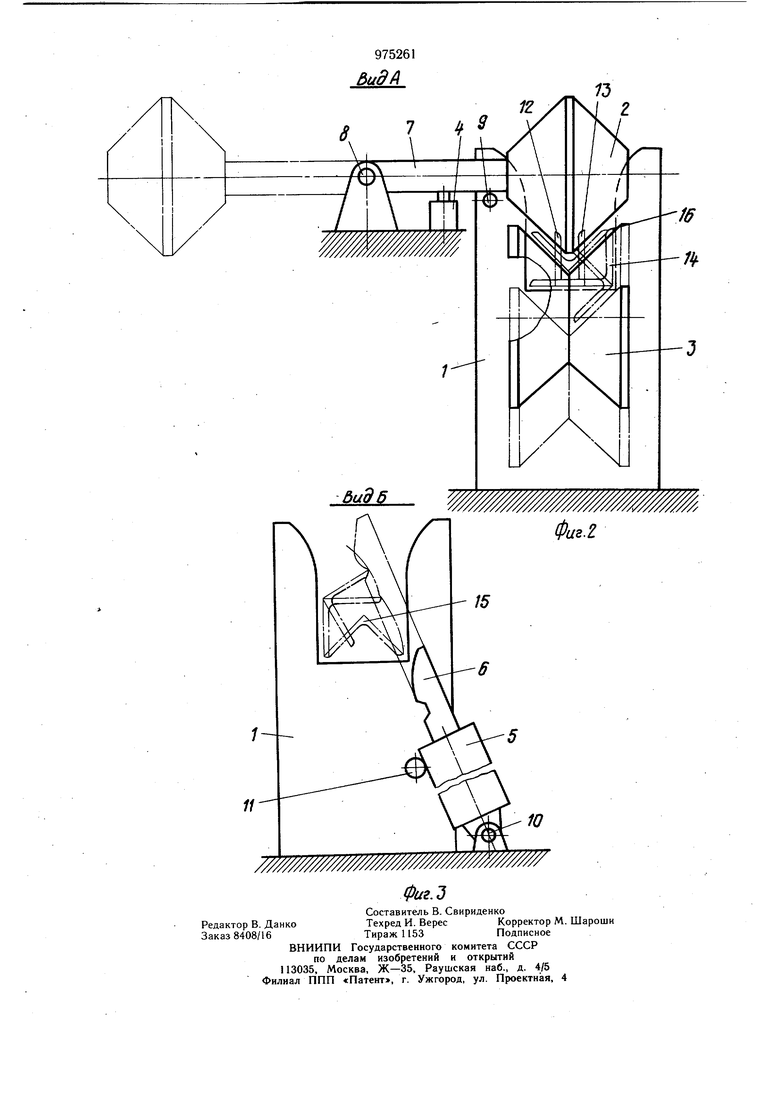
На фиг. 1 изображено устройство для ориентирования и подачи углового проката, общий вид; иа фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
20
Устройство для ориентирования и подачи углового проката содержит ложемент 1, неприводные профилированные верхние ролики 2, установленные с возможностью качания в вертикальной плоскости, приводные профилированные нижние ролики 3, установленные с возможностью вертикального перемещения с приводом вращения и вертикального перемещения (не показан),и конечный выключатель 4. Ложемент 1 выполнен в виде двух вилок с прямоугольными пазами. Около каждой вилки ложемента 1 установлены качающиеся кантователи, выполненные в виде цилиндров 5 с профилированными щтоками 6. Верхний ролик 2 установлен на оси 7, имеющей щарнир 8. Перемещение верхнего ролика ограничивается упором 9. Цилиндр 5 кантователя установлен на оси 10 и опирается на ограничитель 11. Устройство для ориентирования и подачи углового проката работает следующим образом. Угловой прокат подается из питателя (не показан) в вилки ложемента 1 и занимает там одно из положений, обозначенных на фиг. 2 и 3 позициями 12-15. В это время верхний профилированный ролик 2 откинут в крайнее левое положение, а нижний профилированный ролик 3 находится в крайнем нижнем положении (фиг. 2). После этого профилированные щтоки 6 цилиндров 5 кантователей выдвигаются вверх, и если угловой прокат занимает положение 15, то штоки 6 перемещают его в положение 12. Если угловой прокат занимает положение 13 или 14, то после срабатывания кантователей его положение не меняется. Затем верхний профилированный ролик 2 переводится в крайнее правое положение до упора 9 и, нажимая на конечный выключатель 4, включает привод вертикального перемещения нижнего профилированного ролика 3, который при перемещении вверх перемещает угловой прокат в положение 16, прижимает его к верхнему профилированному ролику, и тем самым достигается надежное и точное ориентирование углового проката. Затем включается привод вращения нижнего профилированного ролика 3, и угловой прокат подается в зону обработки. По сравнению с известным предлагаемое устройство позволяет повысить надежность и точность ориентирования углового проката. Формула изобретения Устройство для ориентирования и подачи углового проката, содержащее ложемент для размещения и предварительного ориентирования углового проката, верхние неприводные профилированные ролики, установленные с возможностью качания в вертикальной плоскости, нцжние приводные профилированные ролики, установленные с возможностью вертикального перемещения, привод вращения и вертикального перемещения нижних роликов с конечным выключателем отличающееся тем, что, с целью повыщения надежности и точности ориентирования углового проката, оно снабжено качающимися кантователями, выполненными в виде цилиндров с профилированными щтоками, ложемент выполнен в виде двух вилок с прямоугольными пазами, при этом кантователи установлены на осях около каждой вилкиложемента, а один из верхних профилированных роликов установлен с возможностью взаимодействия с конечным выключателем привода вертикального перемещения нижних роликов. Источники информации, принятые во внимание при экспертизе 1. Романовский В. П. Справочник по холодной щтамповке. М., 1959, с. 569 (прототип).
Фиг.1
