(5) АБРАЗИВНЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2202461C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2201326C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2203796C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2239537C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
1
Изобретение относится к обработке металлов резанием и может быть использовано при чистовой обработке цилиндрических деталей на шлифовальных станках.
Известен абразивный инструмент, содержащий корпус с закрепленными на нем тремя абразивными кругами, расположенными с возможностью регулирования расстояния между ними 11.
Недостатками известного абразивного инструмента являются малая производительность вследствие ограничения режимов резания из-за появления Вибрации обрабатываемой детали в связи с односторонней направленностью действия сил резания, а также низкое качество обрабатываемой поверхности.
Цель изобретения - повышение производительности и качества при обработке нежестких цилиндрических деталей .
Поставленная цель достигается тем, что в известном абразивном инструменте крайние абразивные круги выполнены с эластичными торцовыми рабочими поверхностями, расположенными оппозитно.
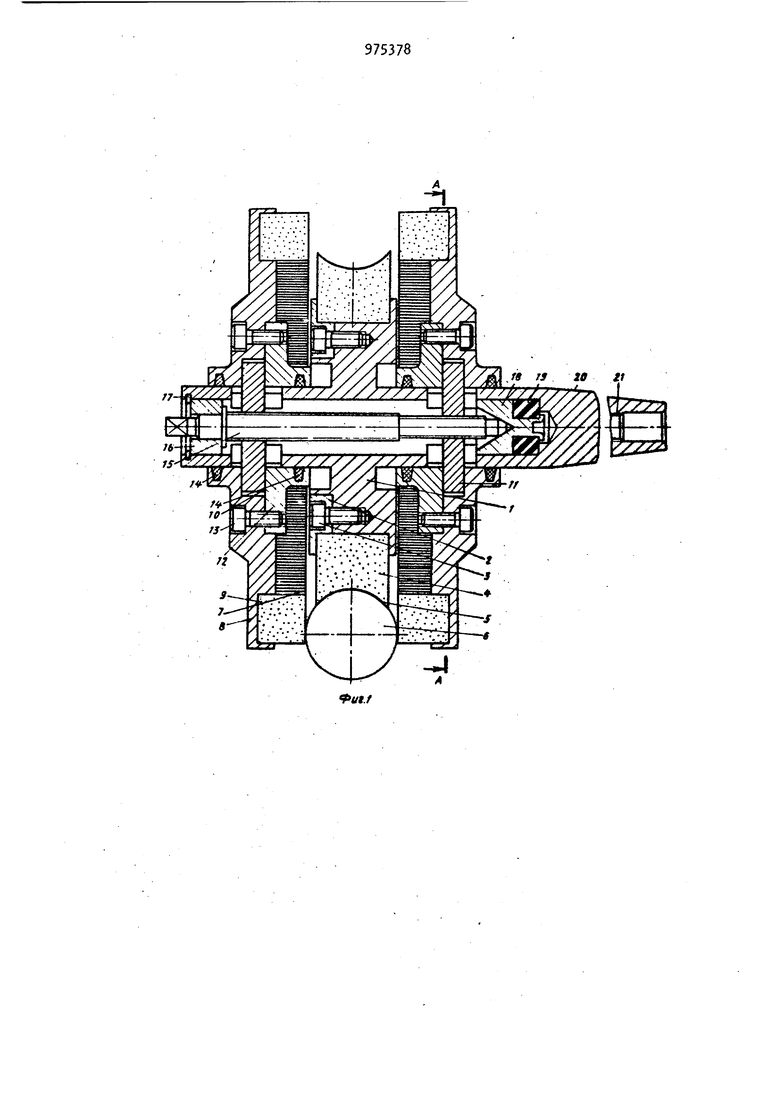
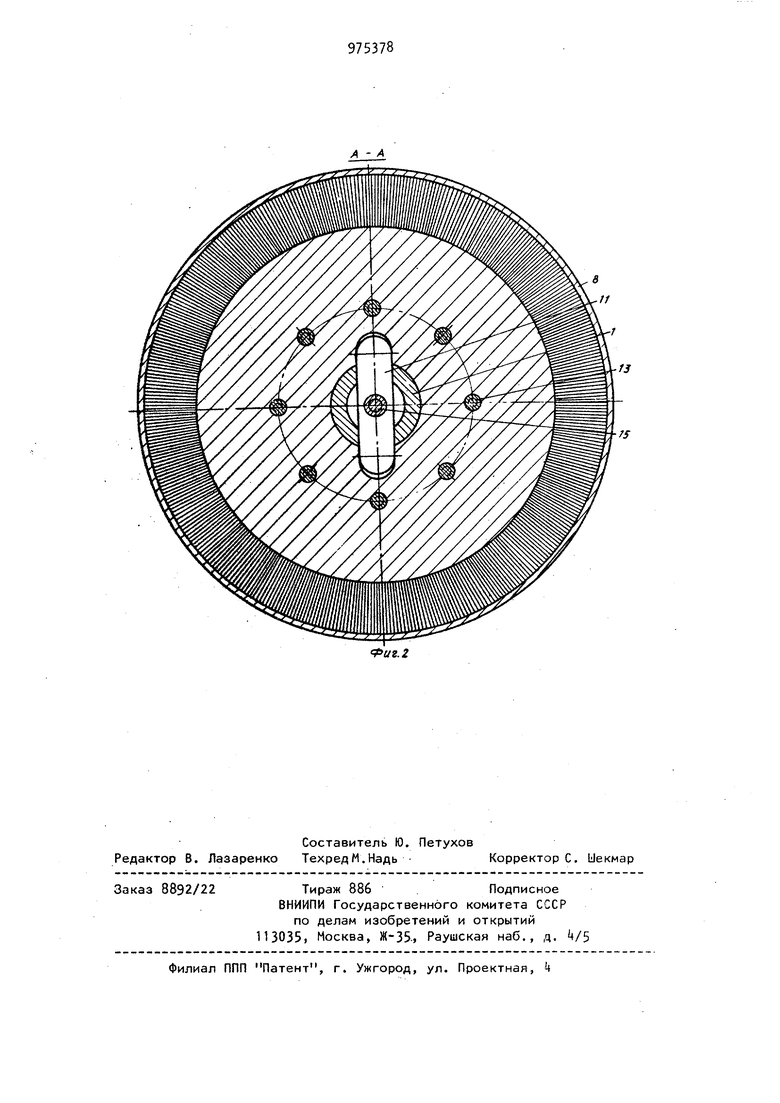
На фиг. 1 изображен абразивный инструмент, продольный разрез; на фиг. 2 - разрез А-Д на фиг. 1.
10
Абразивный инструмент содержит оправку 1, на которой шайбой 2 с помощью винтов 3 закреплен абразивный круг 4 с периферийной рабочей
15 поверхностью 5, заправленной по радиусу обрабатываемой детали 6.
На оправке 1 с обоих торцов абразивного круга 4 оппозитно расположены эластичные круги 7 с эластичны20ми торцовыми рабочими поверхностями, состоящие из фланцев 8, в выточках которых закреплены абразивные лепестки 9.
В пазах фланцев 8 и оправки 1 установлены сухари 10 и 11, закрепленные посредством крышек 12 винтами 13
В фланцах 8 и крышках 12 установлены уплотнения Н, предохраняющие внутреннюю полость оправки 1 от попадания пыли.
Во внутренней полости оправки 1 соосно с ней расположен регулировочный винт 15 с правой и левой резьбой проходящей через соответствующие резьбовые отверстия сухарей 10 и 11 и установленный во втулке 16, зафиксированной в оправке 1 стопорным кольцом 17.
Регулировочный винт 15 с одной стороны упирается своим буртом во втулку 16, ас другой стороны конической поверхностью - во втулку 18, поджатую упругим кольцом 19.
На оправке 1 выполнен конусный хвотовик 20 с резьбой 21 для установки и закрепления инструмента в шпинделе станка.
Абразивный инструмент работает следующим образом.
Эластичные круги 7 с торцовыми рабочими поверхностями вращением регулировочного винта 13 устанавливаются на расстояние, меньшее диаметра обрабатываемой детали на определенную величину натяга.
Инструменту сообщается вращение и он подводится к верхней части вращающейся детали до соприкосновения с ней периферийной поверхностью 5 абразивного круга , после чего осуществляют его подачу на глубину шлифования и продольную подачу обрабатываемой детали.
При этом торцовые рабочие поверхности эластичных кругов 7 за счет
предварительно установленного натяга охватывают боковые поверхности обрабатываемой детали 6, производя одновременно со шлифованием периферией абразивного круга и полирование боковых сторон детали 6, тем самым обеспечивая создание боковых опор, что ведет к гашению вибрации и позволяет увеличивать режимы резания.
Повышение качества обрабатываемой поверхности детали 6 связано с увели.чением в каждый момент време ни числа абразивных зерен, участвующих одновременно в работе, а их различное направление движения приводит к созданию на обрабатываемой поверхности мелкой сетки, что улучшает чистоту поверхностного слоя.
Изменением зернистости абразивного круга А и торцовых эластичных кругоч 7 и установлением оптимальных режимов резания инструментом можно достигать высокой производительности и качества обработки.
Формула изобретения
Абразивный инструмент, содержащий корпус с закрепленными на нем тремя абразивными кругами, расположенными с возможностью регулирования расстояния между ними, отличающийс я тем, что, с целью повышения качества обработки, крайние абразивные круги выполнены с эластичными торцовыми рабочими поверхностями, расположенными оппозитно.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР Ь 529068, кл. В 2 D 5/06, 197.
ч1У
