(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железобетонных изделий сложного профиля | 1985 |
|
SU1369894A2 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1096110A1 |
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ БОРТОВ ФОРМЫ | 1991 |
|
RU2020062C1 |
| Устройство для предварительного натяжения арматуры | 1986 |
|
SU1375772A1 |
| Форма для изготовления строительныхиздЕлий | 1979 |
|
SU841976A1 |
| Форма для изготовления железобетонных изделий сложного профиля | 1972 |
|
SU443764A1 |
| ФОРМА-ВАГОНЕТКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОН1]ЬЫ*,, И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙВСЕСОЮЗНАЯБИБЛИОТЕКА-TEXIiHHECKAf | 1971 |
|
SU304132A1 |
| Многоместная форма для изготовления изделий из строительной смеси | 1990 |
|
SU1726262A1 |
| Установка для формования многопустотных панелей | 1990 |
|
SU1735015A1 |
| Форма для изготовления бетонных и железобетонных изделий | 1975 |
|
SU537817A1 |
1
Изобретение относится к оборудованию, применяемому при изготовлении сборного железобетона, а именно к формам для изготовления изделий слож,ного профиля.
По основному авт, св. № 3764 известна форма, содержащая гюддон, поперечные и продольные борта, каждый из последних выполнен с двумя конусными фиксаторами в виде вертикально укрепленного на борту стержня длиной, превышающей высоту конусного отверстия, выполенного в поддоне, на величину, ограниченную упором, установленным на конце фиксатора Cl .
Недостатком известной формы является то, что в ней борта жестко соединены только в горизонтальном направлении, а в вертикальном направлении борта прижимаются к поддону только за счет собственного веса. Отсутствие жесткости системы бортаподдрн приводит к образованию зазора
между бортами и поддоном, прогибу поддона и, как следствие, к кривизне изделия.
Цель изобретения - повышение качества изделия.
Указанная цель достигается тем, что форма, содержащая поддон, поперечные и, продольны борта, из последних выполнен с двумя конусными
10 фиксаторами в виде вертикально укрепленного на борту стержня длиной, превышающей высоту конусного отверстия, выполненного в поддоне, на величину, ограниченную упором, установленным на конце фиксатора, снабжена замками, каждый из которых выполнен с ручкой, установлен на вертикальной оси с возможностью контактирования с конусным фиксатором и располо20жен между нижней поверхностью поддона и упором.
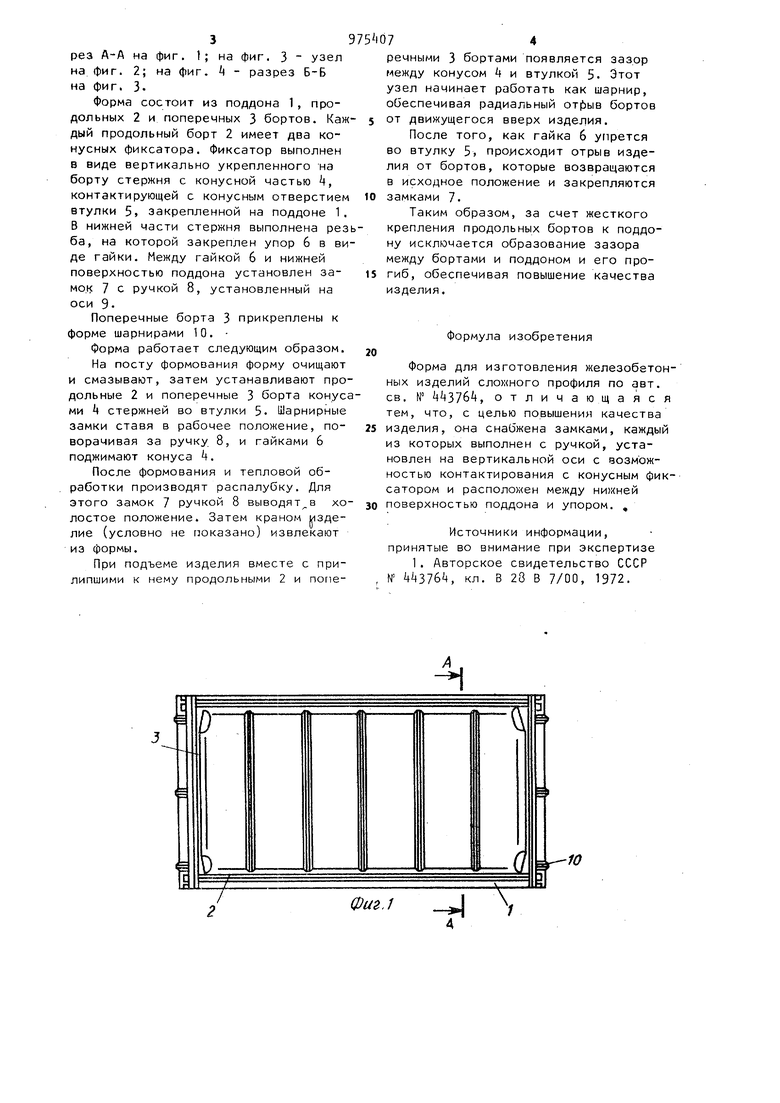
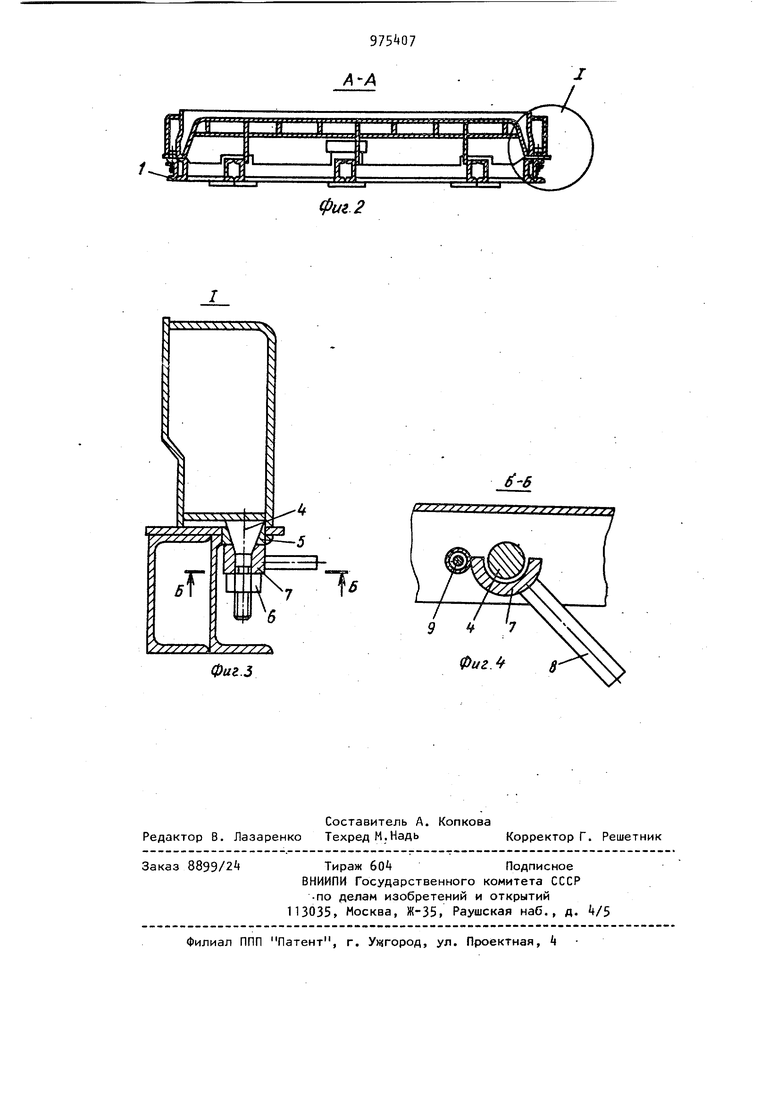
На фиг, 1 изображена предлагаемая ;форма, вид сверху; на фиг. 2 - разрез A-A на фиг, 1; на фиг. 3 - узел на фиг. 2; на фиг. 1 - разрез Б-Б на фиг. 3.
Форма состоит из поддона 1 , продольных 2 и поперечных 3 бортов. Каждый продольный борт 2 имеет два конусных фиксатора. Фиксатор выполнен в виде вертикально укрепленного на борту стержня с конусной частью 4, контактирующей с конусным отверстием втулки 5, закрепленной на поддоне 1. В нижней части стержня выполнена резба, на которой закреплен упор 6 в виде гайки. Между гайкой 6 и нижней поверхностью поддона установлен замо.к 7 с ручкой 8, установленный на оси 9Поперечные борта 3 прикреплены к форме шарнирами 10.
Форма работает следующим образом.
На посту формования форму очищают и смазывают, затем устанавливают продольные 2 и поперечные 3 борта конусами k стержней во втулки 5- Шарнирные замки ставя в рабочее положение, поворачивая за ручку 8, и гайками 6 поджимают конуса k.
После формования и тепловой обработки производят распалубку. Для этого замок 7 ручкой 8 выводят в холостое положение. Затем краном изделие (условно не показано) извлекают из формы.
При подъеме изделия вместе с прилипшими к нему продольными 2 и поперечными 3 бортами появляется зазор между конусом 4 и втулкой 5. Этот узел начинает работать как шарнир, обеспечивая радиальный от|Ьыв бортов
от движущегося вверх изделия.
После того, как гайка 6 упрется во втулку 5, происходит отрыв изделия от бортов, которые возвращаются в исходное положение и закрепляются
замками 7.
Таким образом, за счет жесткого крепления продольных бортов к поддону исключается образование зазора между бортами и поддоном и его прогиб, обеспечивая повышение качества изделия.
Формула изобретения
Форма для изготовления железобетонных изделий профиля по авт. св. № 4 43764, отличающаяся тем, что, с целью повышения качества
изделия, она снабжена замками, каждый из которых выполнен с ручкой, установлен на вертикальной оси с возможностью контактирования с конусным фиксатором и расположен между нижней
поверхностью поддона и упором. ,
Источники информации, принятые во внимание при экспертизе
А
-fO
Фи.1
Фмг
1
фиг.5
