(54) УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЭКСТРУДИРУЕМЫХ ПОЛИМЕРНЫХ Изобретение относится к переработке полимерных изделий экструзией, в частности к устройствам для охлаждения экструдируемых труб, кабелей и других погонажных изделий в колеблющемся потоке охлаждающей жидкости. Известно устройство для охлаждения экструдируемых полимерных изделий, содержащее установленную на опорной раме замкнутую камеру с торцовыми фланцами выполненные из эластичного материала.. с центральным отверстием для прохода охлаждаемого изделия перегородки,, установленные на входе и выходе из замкну той камеры, расположенные на камере штуцера для входа и выхода охлаждающей жидкости, и вибропривод 11 . Недостатком такого устррйства я&ляется то, что оно не позволяет охлажда изделия с наружным диаметром более 10О мм, поскольку вибропровод не соэдает значительную, порядка 100-300 Гц и более,,частоту. колебаний охлаждающей ИЗДЕЛИЙ ЖИДКОСТИ, так как указанные частоты соответствуют 6000-180ОО об/мин вала вибропровода. Опорная, система и подшипниковые опоры вибропривода при таких оборотах вала работают очень недолговечно и кратковременно. Кроме .того, с ростом диаметра трубы увеличивается диаметр замкнутой камеры и количество охлаждающей жицкос:ти, что приводит к значительному росту энер гетических затрат и мощности -вибропривода. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для охлаждения экструдируемых полимерных иэделий, содержащее установленную на опорной раме замкнутую камеру с торцовыми фланцами, вьшолненные из эластичного материала, с центральным отверстием для прохода охлаждаемого изделия перегородки, установленные на входе и выходе из замкнутой камеры, расположенные на камере штуцера для входа и выхода охлаждающей жидкости, и виброприБОД 2} ,
Недостаток известного устройства состоит в том, что оно не позволяет
вести интенсивный процесс охлаждения труб диаметром свыше 100 мм, так как для создания незатухающего вращающегося ВИ5ФЯ вокруг изделия, диаметром свыше 100 мм, требуется создать амплитуду колебания не менее 6-10 мм, а частоту крлебаний довести до 5О Гц и более, что вибропривод не позволяет осуществить. Кроме того, устройство позволяет создавать интенсивное круговое движение потока охлаждающей жвдкости вокруг продольной оси охлаждаемого изделия лишь при значительных (до Юо) ускорениях колебания корпуса охлаждающего.устройства, что создает значительные динамические нагрузки на опорную раму и вибропривод охлаждающего устройства с колеблющимся потоком охлаждающей жикости. I
Цель изобретения - повыщение эффективности процесса охлаждения термопластичных труб большого диаметра за счет снижения динамических нагрузок на опорную раму устройства.
Поставленная цель достигается тем, что в устройстве для охлаждения экструдируемых полимерных изделий, содержащем установленную на опорной раме замкнутую камеру с торцовыми фланцами, вьщолненныьш из эластичного материала ,с центральным отверстием для прохода охлаждаемого изделия перегородки, установленные на входе и выходе из замкнутой камеры, расположенные на камере штуцера для входа и выхода охлаждающей жидкости, и вибпривод, в дне камеры выполнены отверстия, закрытые гибкими элементами, а вибропривод выполнен в виде установленных на валу рулачков, число которых выбрано равным числу отверстий в дне камеры, причем кулачки размещены равномерно по окружности вала со смещением относительно друг друга, а каждый кулачок вьшолнен в виде ролика, установленного в обойме, смонтированной на стержне, закрепленном на валу, и установлен с возможностью обкатки роликами гибких элементов.
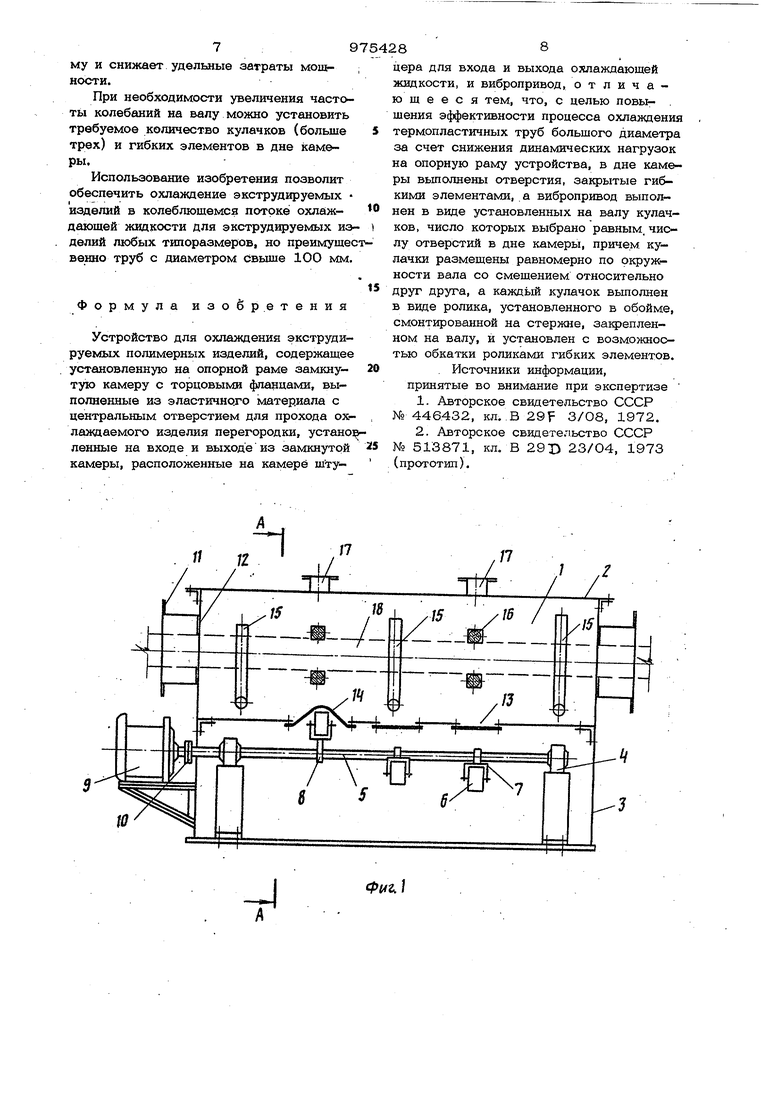
На фиг. 1 представлена конструктивна схема устройства для охлаждения экструдируемых полимерных изделий, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит замкнутую клмеру 1 с верхней крьцикой 2, установленную на опорной раме 3. На нижнем основании опорной рамы 3 установлен на двух подшипниковых опорах 4 -вал 5 с закрепленными на нем кулачками, кажды из которых вьшолнен в виде ролика 6, установленного на обойме 7, смонтированной на стержне 8, закрепленном на валу 5. Обойма 7 закреплена на стержне 8 с помощью резьбового соединения, что позволяет регулировать длину кулачка . Кулачки размешены равномерно по окружности вала 5 со смешением относительно друг друга. Вал 5 соединен с электродвигателем 9 посредством упруги муфты 10. На торцовых стенках замкнутой камеры 1 расположены фланцы 11 и выполненные из эластичного материала с центральным отверстием для прохода охлаждаемого изделия перего.родки 12, слулсашие для герметизации внутреннего объема камеры 1. В дне камеры 1 вьшол юны отверстия 13, закрытые гибкими элементами 14 из резины. В замкнутой камере 1 расположены на различных по высоте уровнях три коленообразных сливных патрубка 15, которые служат для поддержания соответствующего уровня охлаждающей жидкости.
Для предотвращения всплытия охла №даемого изделия (трубы из полимера) в камере, охлаждающего устройства установлены ограничители, представляк щие собой укрепленные на боковой стенке камеры 1 в опорах скольжения (не показаны), выполненных из фторопласта, валики 16, с возможностью их вращения при протягивании изделия через охлажда шее устройство.
На крышке 2 расположено смотровое окно (не показано) и два щтуцера 17 для подвода охлаждающей жидкости.
Работа устройства осуществляется следующим образом.
От электродвигателя 9 через упругую муфту 10 вращательное движение пер&дается на вал 5. Вал 5, вращаясь, поочередно контактирует кулачками (роликами 6) с гибкигу1И элементами 14, закрепленными в отверстиях 13 дна камеры 1. Камера 1 заполнена охлаждающей жидкостью через штуцера 17. Через уплотнительные перегородки 12 протягивают тянущим устройством (не показано) охлаждаемое изделие - трубу 18, которая помещена в ограничительные ваIfyiKK 16, чтобы предотвратить ее всплы тие и обеспечить омывание всей поверзоности. Во время обкатывания кулачками (ро ликами 6) гибких элементов 14 в охлаждающей жидкости возникает ударная волна. Частота возникновения ударной волны соответствует произведению частоты вращения вала 5 на число кулачков помещенных на нем, а высота волны раЬ на амплитуде (В) колебаний гибкого элемента 14. Резьбовое соединение меж ду обоймой 7 и стержнем 8 позволяет регулировать длину кулачка. и следовательно, величину амплитуды колебания гибкого элемента 14 и, таким образом, амплитуду или высоту ударной волны от 2 до ЗО мм. Каждый кулачок может быть установлен либо с одинаковой для всех кулачков длиной, и соответственно амплитудой ударной волны, либо с возрастающей по ходу движения охлаждаемого изделия 18 длиной кулачка и ампл тудой ударной волны, либо с убывающей по ходу движения изделия 18 длиной кулачков и амплитудой ударной волны. Последнее обстоятельство позволяет осущест вить различные по своей интенсивности охлаждения изделия по длине охлаждающего устройства. Создание в охлаждающей жидкости ударных волн с большой частотой их воз никновения и амплитудой, а также создание градиента скорости и ускорения ударных волн в направлении движения изделия, способствует интенсивному пе ремещиванию нагретых и холодных слоев охлаждающей жидкости, создан1по ее равномерной температуры, интенсивному отводу тепла от наружной поверхности полимерных изделий, уменьшению внут ренних напряжений и улучщеншо качества получаемых изделий из термопластов. Пример. Проверка работы уст ройства для охлаждения была проведена на образце устройства длиной 120О мм. По длине дна камеры охлаждающего устройства с промежутком в 300 мм были расположены три прямоугольных отверотия, щирина которых составляла 50 мм. На валу были установлены три кулачка (ролика), диаметр которых составлял ЗО мм. Амплитуда колебания гибких резиновых элементов, помещенных в прямоугол ные отверстия дна камеры, была переменной и составляла 10, 18 и 30 мм. .Коллекторный электродвигатель мощность М 35О Вт позволял развивать число оборотов вала в диап(зоне ЗОО6ООО об/мин. Так как кулачки размещены равномерно по окружности вала со смещением относительно друг друга, то в течение одного оборота вала возникает три ударных волны. В указанном диапазоне вращения вала число ударных волн и соответствующее им число колебаний соотавляло соответственно 15-ЗОО Гц. В качестве охлаждаемого изделия в камеру помешали трубу из ПЭНД диа- , метром 110 мм и толиошой стенки 5 мм. С ростом числа оборотов вала от ЗОО об/мин и выще наблюдалось через смотровое окно на крыще камеры увеличение Ш1тенсивности перемешнвантш охлаждающей жидкости по всему объекгу камеры на оборотах, равйых Vi 120O15ОО об/мин. Интенсивность перемешивания охлаждающей жидкости определялась при помощи наблюдения через смотровое окно за циркуляцией -гранул ПЭНД, помещенных в охлаждающую жидкость. Гранулы ПЗНД служили индикаторами для качественного визуального определения степени интенсивности перемешивания охлаждающей жидкости в устройстве вокруг и вдоль охлаждаемой трубы. Уровень охла кдающей воды был установлен в камере таким образом, что превыщал на величину 4О-60 мм верхнюю часть изделия и не доходил до верхней крыщки корпуса на величину 2-3 амплитуд волны, т.е. 20-6О мм. Этот зазор необходим для осуществления свободного движения и перемешивания рхлаждающей жидкости, в которой создают ударные волны. В устройстве излучатель колебаний (гибкий элемент дна камеры охлаждающего устройства) создает в охлаждающей жидкости негерметические синусоидальные колебания, а при обкатке кулачком (роликом) гибкого резинового элемента в охлаждающей жидкости создается спектр колебаний в виде ударной волны, что в конечном итоге ведет к тому, что растет удельная мощность, подводимая к рабочему объему охлаждающей жидкости. Это позволяет воздейст вовать на поток охлаждающей жидкости достаточно малым расходом энергии. При этом отсутствуют затраты энергии на колебание камеры охлаждающего устройства, что снижает динамические нагрузки на вибропривод и опорную раму и снижает удельные затраты Moutности. При необходимости увеличения частоты колебаний на валу можно установить требуемое количество кулачков (больше трех) и гибких элементов в дне камеры. Использование изобретения позволит обеспечить охлаждение экструдируемых изделий в колеблющемся потоке охлаждающей жидкости для экструдируемых изделий любых типоразмеров, но преимущес венно труб с диаметром свыше 1ОО мм. Формула изоёр.е тения Устройство для охлаждения экструдируемых полимерных изделий, содержащее установленную на опорной раме замкнутую камеру с торцовыми фланцами, выполненные из эластичного материала с центральным отверстием для прохода охлаждаемого изделия перегородки, устано ленные на входе и выходе из замкнутой камеры, расположенные на камере шту98 цера для входа и выхода охлаждающей жидкости, и вибропривод, отличающееся тем, что, с целью повышения эффективности процесса охлаждения термопластичных труб большого диаметра за счет снижения динамических нагрузок на опорную раму устройства, в дне камеры выполнены отверстия, закрытые гибкими элементами, . а вибропривод выполнен в виде установленных на валу кулачков, число которых выбрано равным, числу отверстий в дне камеры, причем кулачки размещены равномерно по окружности вала со смещением относительно друг друга, а каждый кулачок выполнен в виде ролика, установленного в обойме, смонтированной на стержне, закрепленном на валу, и установлен с возможностью обкатки роликами гибких элементов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №446432, кл. В 29F 3/08, 1972. 2.Авторское свидетельство СССР № 513871, кл. В 29Х 23/04, 1973 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения экструдируемых изделий | 1973 |
|
SU513871A2 |
| Способ охлаждения экструдируемых изделий | 1972 |
|
SU446432A1 |
| ИСКУССТВЕННАЯ ДРЕВЕСНАЯ МУКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ, ПЛИТА, ПОЛУЧЕННАЯ НА ОСНОВЕ ИСКУССТВЕННОЙ ДРЕВЕСНОЙ МУКИ, СПОСОБ И УСТРОЙСТВО ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ТАКОЙ ПЛИТЫ (ВАРИАНТЫ) | 1995 |
|
RU2129485C1 |
| Устройство для резки мучных изделий | 1990 |
|
SU1777762A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ИЗДЕЛИЙ | 1991 |
|
RU2024337C1 |
| Способ охлаждения пластмассовых изделий в роторно-конвейерных линиях и устройство для его осуществления | 1989 |
|
SU1713825A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТОНИРУЮЩЕГО ШНУРА | 2000 |
|
RU2198865C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЛИННОМЕРНЫЕ ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1992 |
|
RU2048602C1 |

fpltt.l
