(5) УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ КОВРА ИЗ СТРУЖЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ, ДРЕВЕСНОВОЛОКНИСТЫХ И ТОМУ ПОДОБНЫХ ПЛИТ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2044635C1 |
| СПОСОБ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2006 |
|
RU2315689C1 |
| УСТРОЙСТВО И СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2068339C1 |
| Пресс для подпрессовки древесно-стружечного ковра в производстве плит | 1986 |
|
SU1384388A2 |
| ПРЕСС И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2003 |
|
RU2310558C2 |
| Устройство для непрерывного изготовления плит типа древесностружечных | 1974 |
|
SU532327A3 |
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |
| СПОСОБ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2011 |
|
RU2462353C1 |
| Пресс для подпрессовки древесностружечного ковра в производстве плит | 1980 |
|
SU1054097A1 |
| Камера волокноосаждения | 1975 |
|
SU547350A1 |
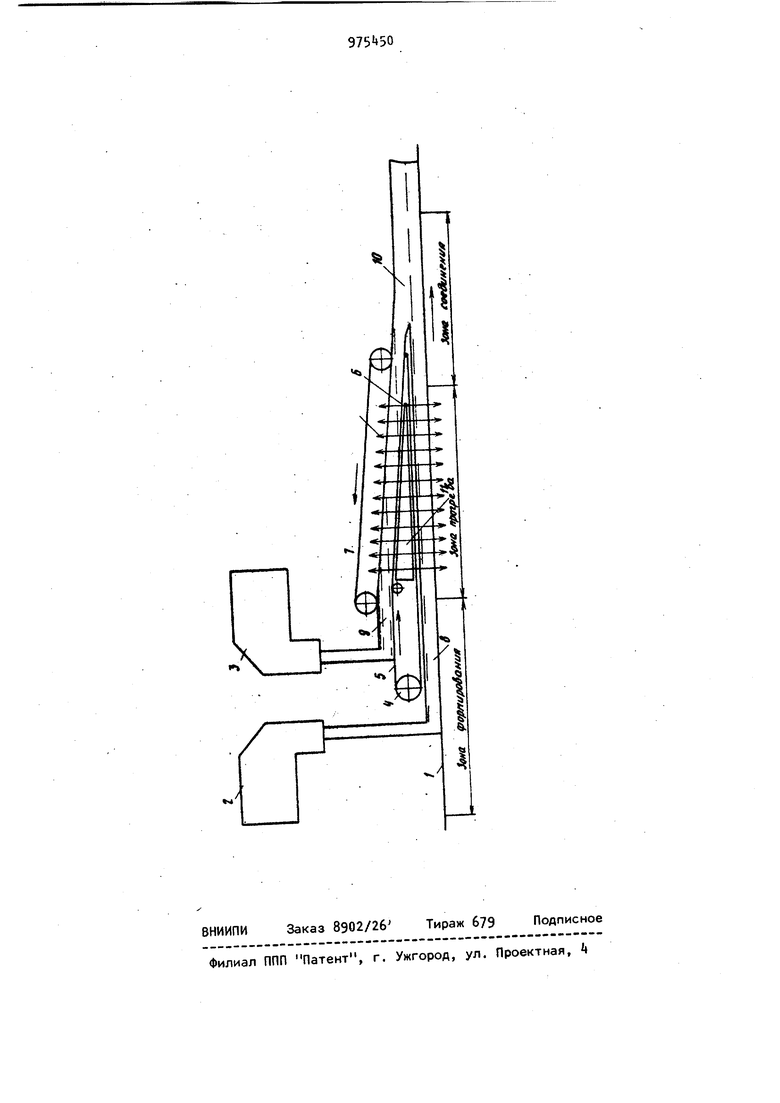
Изобретение относится к установкам для изготовления древесно-стружеч ных плит и может быть использовано в деревообрабатывающей промышленности, промышленности строительных материалов и т, д. VIsBecTHa установка для формирования ковра из стружек, содержащая транспортер, питатели и средство для подогрева стружек 13. Однако известная,установка не позволяет получить стружечный ковер заданной влажности и с требуемым распределением температуры по толщине, что снижает качество формируемого ков Целью изобретения является повышение качества ковра. Поставленная цель достигается тем что в установке для формирования ковра из стружек, содержащей транспортер, питатели и средство для подогрев стружек, над транспортером установлен дополнительный сетчатый транспортер для перемещения стружечной ленты, имеющий наклонныйк основному транс-, портеру рабочий участок для схода ленты и снабженный прижимным бесконеч ным сетчатым полотном, причем каждый из питателей размещен над соответствующим транспортёром, а средство для подогрева выполнено в виде перфорированного короба, расположенного между ветвями дополнительного сетчатого транспортера и подсоединенного к источнику газообразного агента. На чертеже представпена предлагаемая установка. Установка для формирования стружечного ковра содержит основной транспортер 1, рабочим органом которого может быть сетка или лента с уложенными на ней сетчатыми поддонами,питатели 2 и 3 дополнительный сетчатый транспортер с горизонтальным участком 5 и наклонным к основному транспортеру 1 рабочим участком 6 для схода ленты. Над наклонным участком 6 установлено прижимное бесконечное сетчатое полотно 7- Питатель 2 разме щен над основным транспортером 1, питатель 3 над дополнительным тран портером k. Кроме того, между ветвями дополнительного сетчатого транспортера расположено - средство для подогрева стружек, из которых формируются ленты 8 и 9, а затем - ковер 10. Средство для подогрева стружек представляет собой перфорированный короб 11, подсоединенный к источ нику газообразного агента. Установка работает следующим образом. На верхнюю ветвь главного транспортера 1 при помощи питателя 2 насы пается нижняя лента 8. Верхняя лента 9 формируется из питателя 3i на гори зонтальном участке 5 транспортера t. Сформированные таким образом ленты 8 и 9 посредством транспортеров 1 и k последовательно перемещаются из зо ны формирования в зону прогрева и зону соединения в ковер 10. В зоне прогрева происходит продув лент 8 и из стружек газообразным агентом (направление его подачи показано стрелками) из короба.. Бесконечное сетчатое полотно 7 рб жимает верхнюю ленту 9 в зоне прогре ва для предотвращения уноса потоком газа стружечных частиц с его поверхности. В процессе продува газообразным агентом осуществляется интенсивный его прогрев и подсушка, при этом слой стружечных частиц, расположенный со стороны входа газообразного агента (внутренний слой формируемого ковра) интенсивнее нагревается и под сыхает. Это приводит к тому, что тем пература каждой из лент постепенно уменьшается, а влажность увеличивает ся в направлении от пласти со стороны подачи газообразного агента к пла сти, из которой он выходит. Перепад температуры и влажности по толщине ленты регулируется параметрами газо904 образного агента (температурой, давлени м, относительной влажностью) и режимом подачи газообразного агента. В результате соединения лент получается стружечный кбвер 10 с заданным распределением температуры и елаж ности по толщине. Такой ковер имеет повышеннуювлажность и пониженную температуру поверхностных слоев и пониженную влажность и повышенную температуру внутренних слоев. Полученный ковер подвергается прес сованию. При этом процесс npeccdBaния интенсифицируется, что приводит к сокращению времени прессования. Прессование стружечного ковра с полученным распределением влажности и температуры по толщине ковра уменьшает возможность появления таких дефектов, как расслоение и пузыри, что повышает качество ковра. Формула изобретения Установка для формирования ковра из стружек, содержащая транспортер, питатели и средство для подогрева стружек, отличающаяся тем, что, с целью повышения качества ковра, над транспортером установлен дополнительный сетчатый транспортер для перемещения стружечной ленты, имеющий наклонный к основному транспортеру рабочий участок для схода ленты и снабженный прижимным бесконечным сетчатым полотном, причем каждый из питателей размещен над соответствующим транспортером, а средство подогрева выполнено в виде перфорированного короба, расположенного между ветвями дополнительного сетчатого транспортера и подсоединенного к источнику газообразного агента. i Источники информации, принятые во внимание при экспертизе 1. Патент США W , кл. 156-62.2, опублик. 1972.
