(.5) УСТРОЙСТВО ДЛЯ СМАЗКИ РОЛИКОВ
Изобретение относится к оборудо-, ванию для смазки роликов конвейеров после их сборки и может быть применено на сборочных участках заводов, выпускающих ролики. ,
Известна автоматическая линия для сборки роликов, содержащая установленное в технологической последовательности оборудование для сборки, в том числе устройство для заполнения роликов смазкой. Центрирование роликов на данной линии производится нажимным конусом, который прижимает ролик к упору 1 J.
Недостатком данного устройства является ручная наладка механизмов по длине роликов, что приводит к снижению производительности труда.
Известно также устройство для автоматической смазки роликов конвейеров, содержащее насосную станцию, сообщенную трубопроводами со смазочными головками, установлен ными на подвижных кронштейнах напротив друг
АВТОМАТИЧЕСКОЙ КОНВЕЙЕРОВ
друга и снабженными центрирующими конусными элементами для смазываемых роликов, привод перемещения кронштейнов и элемент ори ентирования роликов относительно смазочных головок 2J.
Это устройство может быть использовано для смазки последовательно движущихся роликов.
Недостатком известного устройства является ручная наладка механиз-. мов по диаметру и длине роликов при изменении их типоразмеров, что снижает производительность устройства.
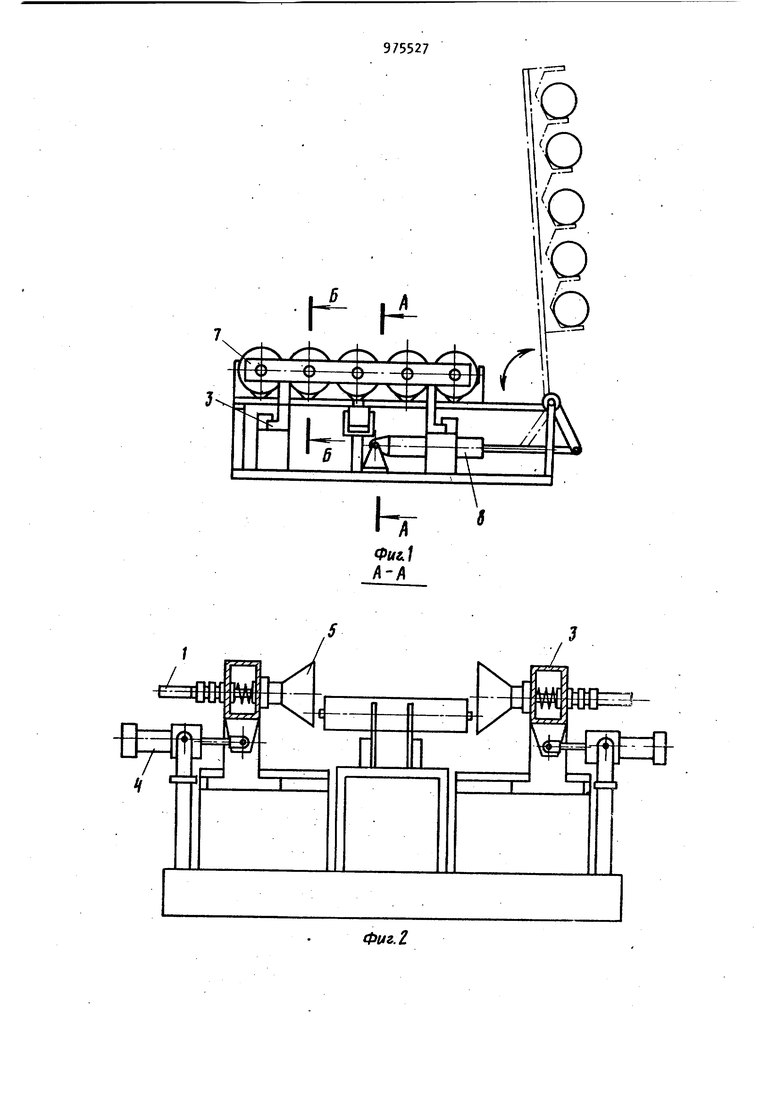
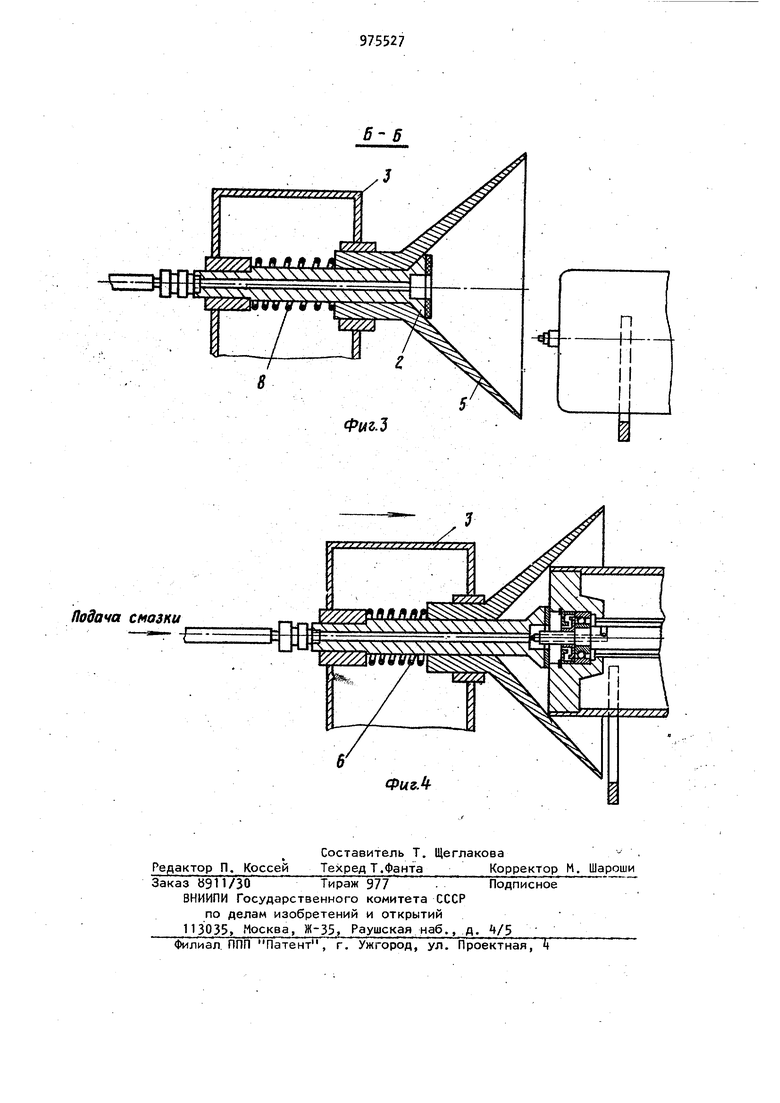
Целью изобретения является повы- шение производительности путем автоматической переналадки устройства под различные типоразмеры роликов. ; Для этой цели каждый центрирующий конусный элемент выполнен в виде насадки, надетой на смазочную головку с возможностью перемещения вдоль нее и подпружиненной относительно кронштейна, а элемент ориентирования роликов выполнен из пластин с сужающимися книзу вырезами. На фиг. 1 изображено предложенное устройство, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1 (исходное положение прижимных головок) ; на фиг. i то же, положение прижимных головок в момент смазки роликов. Насосная станция (не noKa3aHaj сообщена трубопроводами 1 со смазочными головками 2, размещенными в двух параллельных рядах напротив дру друга. Смазочные головки 2 закреплены на кронштейнах 3, выполненных под вижными -от привода 4. Каждая смазочная головка 2 снабжена центрирующим конусным элементом 5, выполненным в виде насадки, одетой на смазочную го ловку 2 с возможностью перемещения вдоль нее. Насадки поджаты к заплечикам на смазочных головках 2 посред ством пружин 6, другие концы которых опираются на кронштейны. Между рядами сма зочных головок 2 установле элемент 7 ориентирования для смазываемых роликов, выполненный из пластин с сужающимися книзу вырезами . Элемент 7 имеет возможность поворачиваться в вертикальной плоскости при помощи привода .8. В вертикальном положении элемент 6 выполняет роль приемного устройства.
Ролики подаются на устройство с помощью элемента 7 ориентирования, который посредством привода 8 згнимает горизонтальное положение. При этом ролики оказываются между смазочными головками 2, которые начинают перемещаться на кронштейнах 3 навстречу друг другу. Центрирующие конусные элементы 5, взаимодействуя с торцами роликов, поднимают и устанавливают их cootHo смазочным головкам 2. При дальнейшем встречном движении кронштейнов 3 центрирующие конусные
мещения кронштейнов, и элемент ориентирования роликов относительно смазочных головок, отличающеес я тем, что, с целью повышения производительности путем автоматической переналадки устройства под различные типоразмеры роликов, каждый центрирующий конусный элемент выполнен в виде насадки, надетой на смазочную головку с возможностью перемещения вдоль нее и подпружиненной относительно кронштейна, а элемент ориенг тирования роликов выполнен из пластин с сужающимися книзу вырезами.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР N° , кл. В 23 Р 19/02, 1979.
2,Патент США № 26585 5, кл. 15, опублик. 1953 (прототип;. элементы 5 отжимаются роликами, а смазочные головки 2 упираются в масленки роликовi После этого смазка от насосной станции по трубопроводам 1 и через головки 2 поступает в полости роликов, по наполнении которых подача смазки автоматически отключается, а элемент 7 выводит ролики из зоны смазки. Предложенное устройство позволяет повысить производительность за счет автоматической переналадки механизмов под разные типоразмеры смазываемых роликов. Формула изобретения Устройство для автоматической смазки роликов конвейеров, содержащее насосную, станцию, сообщенную трубопроводами со смазочными головками, установленными на подвижных кронштейнах напротив друг друга и включающими центрирующие конусные элементы для смазываемых роликов, привод переФиг.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смазки роликов конвейеров | 1982 |
|
SU1055707A1 |
| ГРЕБНЕСМАЗЫВАТЕЛЬ КОМБИНИРОВАННОЙ СМАЗКИ | 2013 |
|
RU2519311C1 |
| ГРЕБНЕСМАЗЫВАТЕЛЬ КОМБИНИРОВАННОЙ СМАЗКИ | 2013 |
|
RU2523868C1 |
| Металлорежущий станок для обработки деталей с двух сторон | 1990 |
|
SU1787704A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Станок для обработки цилиндрическихиздЕлий | 1977 |
|
SU848109A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ РОЛИКОВ | 1973 |
|
SU382494A1 |
| Машина для мойки консервных банок | 1982 |
|
SU1060563A1 |
| Система смазки напольного конвейера | 1990 |
|
SU1797590A3 |