(54) ФОРМА ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержень для получения полого слитка | 1981 |
|
SU1069928A1 |
| Устройство для отливки конусообразных изложниц | 1990 |
|
SU1740119A1 |
| Способ получения полого слитка | 1979 |
|
SU899238A1 |
| Устройство для получения полого слитка | 1981 |
|
SU954151A1 |
| Устройство для получения полого слитка | 1987 |
|
SU1526888A1 |
| Устройство для получения полого слитка | 1986 |
|
SU1328062A2 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2002 |
|
RU2211110C1 |
| Устройство для отливки полых слитков | 1990 |
|
SU1740118A1 |
| Способ получения полого слитка и устройство для его осуществления | 1984 |
|
SU1296283A1 |
| Способ отливки изложницы и устройство для его осуществления | 1989 |
|
SU1696048A1 |
1
Изобретение относится к литёйяому производству, в частности к изготовлению полых слитков.
Известна форма для отливки полых слитков, содержащая изложницу с пустотелой оправкой, в которой с зазором установлен стержень-холодильник 1.
Недостатком известной формы является то, что из-за Незначительной теплопередачи излучением через воздушный зазор возможно подплавление оправки, проводящее к поступлению расплавленного металла к стержню-холодильнику и последующему их свариванию.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является форма для изготовления полых слитков, содержащая изложницу с пустотелой оправкой, по оси которой установлен стержень-холодильник, а в. зазоре между ними размещены трубки для подачи сжатого газа. Благодаря использованию сжатого газа для охлаждения полости оправки исключается ее подплавление 2.
Однако известная фурма обладает рядом других недостатков. Вследствие значительного зазора между пустотелой оправкой и
стержнем-холодильником снижается теплопередача. Величина этого зазора fte может быть существенно уменьшена, поскольку в нем размещены трубки для подачи сжатого газа.
5По .мере заливки расплавленного металла в изложницу пустотелая оправка теряет механическую прочность от высокотемпературного нагрева и поэтому выпучивается внутрь под, действием металлостатического
,Q давления, зажимая стержень-холодильник. Деформация пустотелой оправки от выпучивания внутрь под действием металлостати ческого давления, зажимая стержень-холодильник из полого, слитка, снижает размерную точность его внутренней поверхности,
15 что, в свою очередь, приводит к изли,шним потерям металла при последующей обработке полого слитка. Использование пустотелой оправки с увеличенной толщиной стенки для обеспечения прочности по отношению к металлостатическому давлению приводит к поражению полого слитка внутренними трещинами от затруднения усадки корочки затвердевающего металла.
От высокотемпературного нагрева пустотелая оправка удлиняется, а в сочетании с
металлостатическим давлением возникает опасность ее прорыва.
В наибольшей мере эти недостатки относятся к получению в известной форме высоких полых слитков, поскольку металлостатическое давление увеличивается прямо пропорционально увеличению высоты слитка.
Цель изобретения - повышение эксплуатационой надежности формы и экономия металла за счет уменьшения припусков на обработку по внутреннему диаметру.
Поставленная цель достигается тем, что форма для получения полого слитка, содержащая изложницу и установленную в ней пустотелую оправку с трубой для подачи охлаждаюшего агента, дополнительно снабжена дисками, установленными по торцам пустотелой оправки, и вертикальными стойками, которые расположены по периметру пустотелой оправки и контактируют с ее внутренней поверхностью, при этом диски выполнены с радиальными пазами, в которые установлены стойки, имеюш,ие в нижней части неподвижные, а в верхней части подвижные в осевом направлении упоры, рамещенные на резьбовых концах стоек.
Опираюш,иеся своими упорами на диски стойки удерживают пустотелую оправку от выпучивания и предотвращения ее разрыва. Благодаря соприкосновению по образующим с внутренней поверностью пустотелой оправки стойки подвергаются равномерному охлаждению по всей площади поверхности охлаждающим агентом, а также не перекрывают доступ этого агента к внутренней поверхности пустотелой оправки. Радиальные пазы в дисках обеспечивают возможность смещения стоек к центру формы при усадке полого слитка.
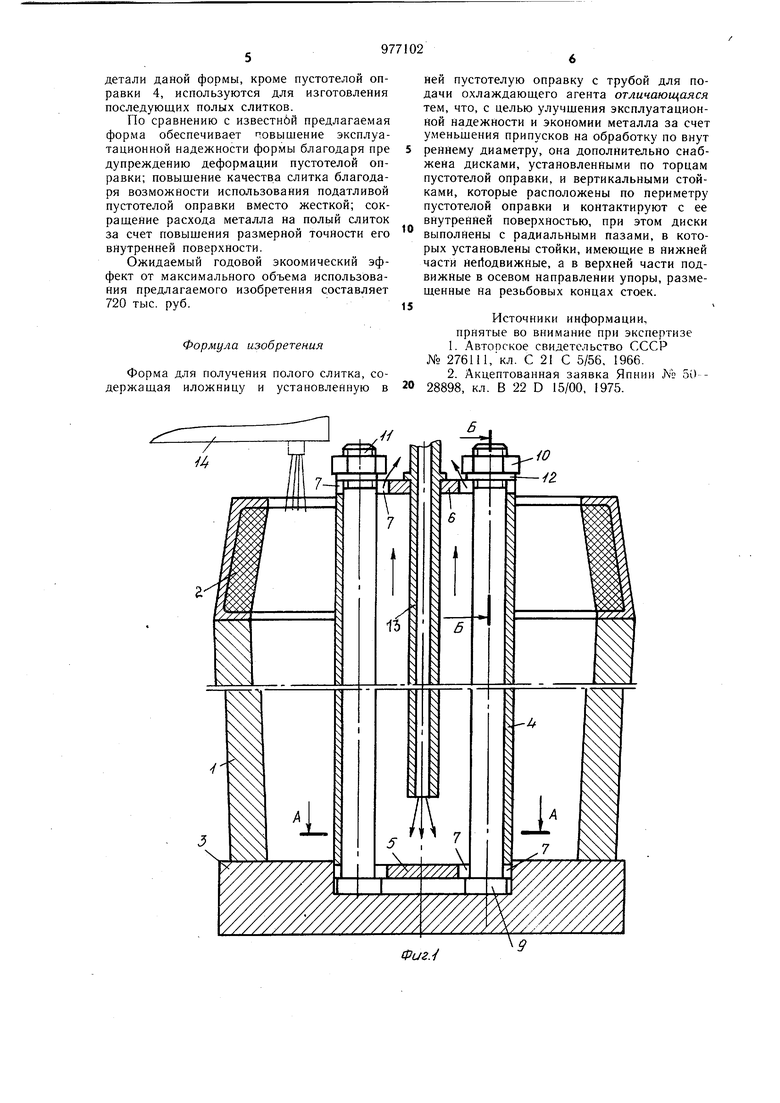
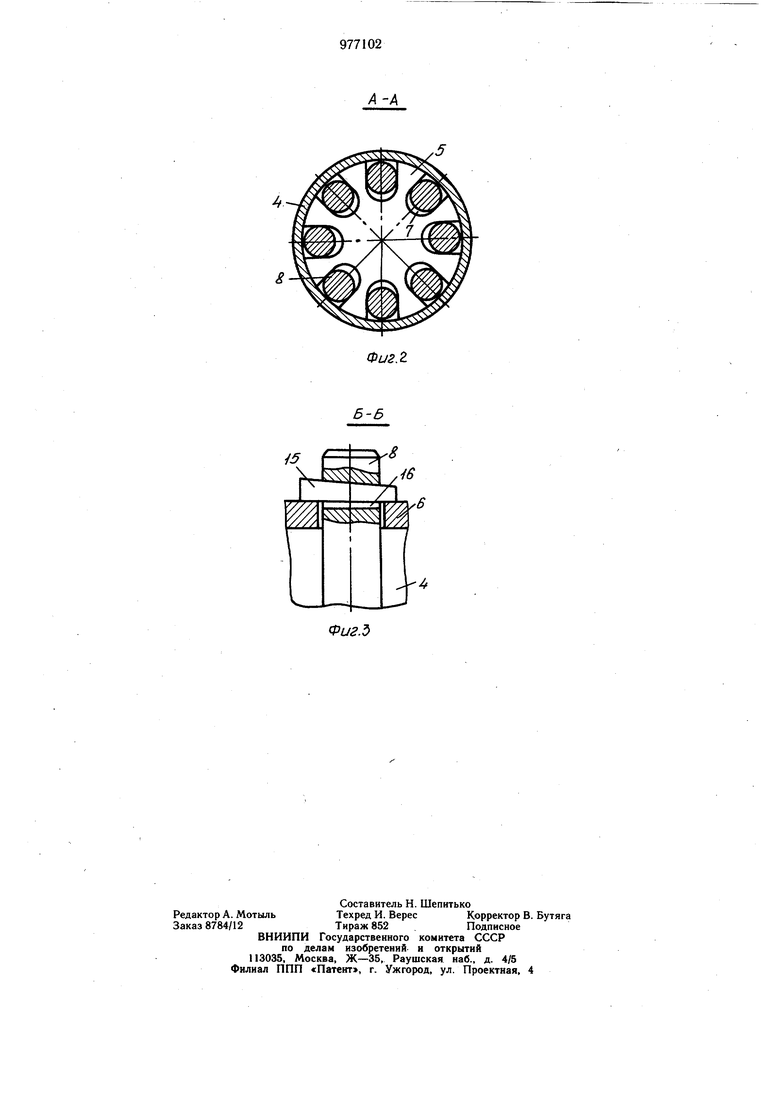
На фиг. 1 иображена форма, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Форма содержит изложницу 1 с надставкой 2, внутри которых на поддоне 3 установлена пустотелая оправка 4, оснащенная по торцам нижним 5 и верхним 6 дисками, выполненными с радиальными пазами 7 под связывающие их стойки 8. Каждая из стоек имеет контакт по образующей с внутренней
поверхностью пустотелой оправки 4 и выполнена с неподвижным упором 9, контактирующим с нижним диском 5; а также с подвижным упором, представляющим собой гайку 10, навинченную на резьбовую часть 11 стойки 8 и контактируюш,ую с верхним диском 6 посредством шайбы 12. Диски 5 и 6 прижаты к торцам пустотелой оправки 4 с минимальным усилием затяжки гаек 10 с тем, чтобы обеспечить возможность перемещения стоек 8 по радиальным пазам 7 при усадке полого слитка. По центру пустотелой оправки размещена пропущенная через верхний диск 6 труба 13, нижний торец которой расположен с зазором по отношению нижнего диска 5. Над надставкой 2 расположен разливочный ковш 14. Стрелками показано направление движения сжатого газа. Подвижный упор может быть также выполнен в виде клина 15, установленного в пазу 16 стойки 8 (фиг. 3).
Пример исполнения.
В подготовленную форму из разливочного ковша 14 заливают расплавленный металл, а для создания охлаждающего эффекта внутри пустотелой оправки 4 через трубу 13 одновременно подают охлаждающий агент, например сжатый газ, который, совершив полезную работу по охлаждению внутренней поверхности пустотелой оправки 4 и стоек 8, удаляется через радиальные пазы 7 в верхнем диске 6 в атмосферу.
От взаимодействия с расплавленным металлом пустотелая оправка нагревается с внешней стороны до высокой температуры и за счет этого в значительной мере теряет механическую прочность. С увеличением высоты столба расплавленного металла в изложнице 1 возрастает металлостатическое давление на пустотелую оправку 4 и увеличивается ее длина за счет температурного расширения. Однако пустотелая оправка 4 не выпучивается и не имеет тенденции к разрыву, поскольку от выпучивания удерживается стойками 8, обладающими более высокой жесткостью, менее подверженными Нагреву и охлаждае.мьши сжатым газом по всей их поверхности, а от разрыва зафиксирована посредством дисков 5 и 6, связанных между собой теми же стойками 8.
От охлаждающего воздействия сжатого газа температура пустотелой оправки 4 постепенно снижается и на ее наружной поверхности образуется увеличивающаяся с течением времени корочка затвердевающего металла. С ростом толщины этой корочки дроисходит усадка полого слитка, при котором стойки 8 перемещаются сжимающимся телом полого слитка по радиальным пазам 7.
Таким образом, стойки 8 предотвращают выпучивание и разрыв пустотелой оправки 4 в первый период после заливки металла в изложницу 1, но при образовании на наружной поверхности пустотелой оправки корки металла, способной противостоять металлостатическому давлению, «пасуют перед значительно больщими силами усадки полого слитка, смещаясь при этом по радиальным пазам 7 к центру формы и тем самым устраняет возможность их деформации. С момента перемещения стоек 8 по радиальным пазам 7 подачу сжатого газа прекращают, трубу 13 извлекают из верхнего диска 6, отвинчивают гайки 10 и снимают верхний диск 6. При температуре полого слитка 750- 900°С его извлекают из изложницы 1. Все
детали даной формы, кроме пустотелой оправки 4, используются для изготовления последующих полых слитков.
По сравнению с известной предлагаемая форма обеспечивает повышение эксплуатационной надежности формы благодаря пре дупреждению деформации пустотелой оправки; повышение качества слитка благодаря возможности использования податливой пустотелой оправки вместо жесткой; сокращение расхода металла на полый слиток за счет повышения размерной точности его внутренней поверхности.
Ожидаемый годовой экоомический эффект от максимального объема использования предлагаемого изобретения составляет 720 тыс. руб.
Формула изобретения
Форма для получения полого слитка, содержащая иложницу и установленную в
ней пустотелую оправку с трубой для подачи охлаждающего агента отличающаяся тем, что, с целью улучшения эксплуатационной надежности и экономии металла за счет уменьшения припусков на обработку по внут реннему диаметру, она дополнительно снабжена дисками, установленными по торцам пустотелой оправки, и вертикальными стойками, которые расположены по периметру пустотелой оправки и контактируют с ее внутренней поверхностью, при этом диски выполнены с радиальными пазами, в которых установлены стойки, имеющие в Нижней части нейодвижные, а в верхней части подвижные в осевом направлении упоры, размещенные на резьбовых концах стоек.
Источники информации, прнятые во внимание при экспертизе
0
S
Фиг.
,6
